



走进真实的场景,感受产品的独特魅力!我们的直缝管无缝钢管重信誉厂家视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。
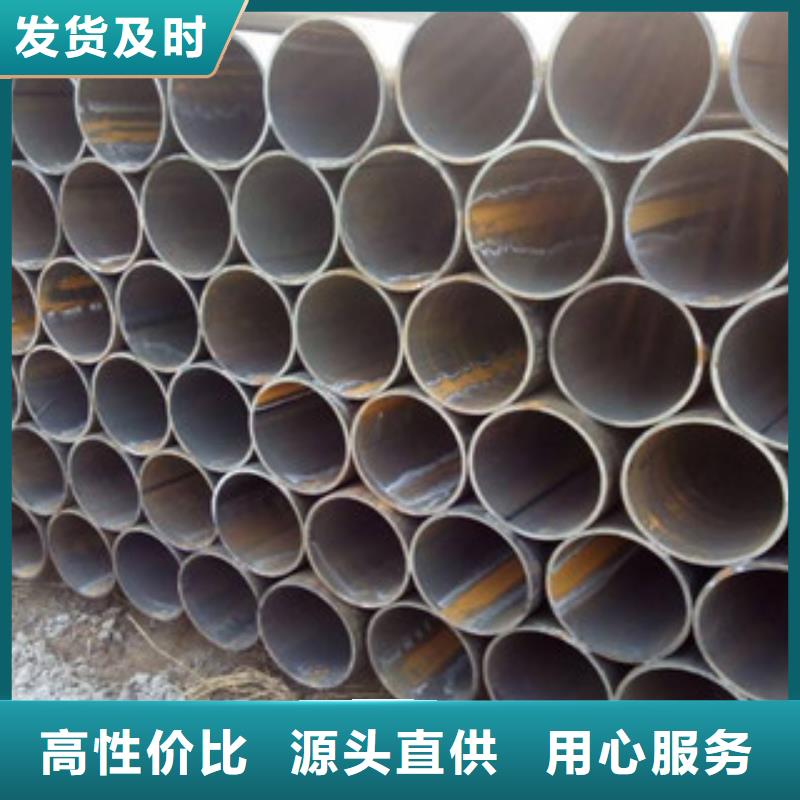
以下是:直缝管无缝钢管重信誉厂家的图文介绍


为保证客户提货方便及时,常年备有 流体管现货。在广大客户和同仁的大力支持下,我公司业务辐射到全国各行业。钢兴钢管 有限公司(阿坝分公司)的经营理念是:诚信为立业之本 公司的服务宗旨:为客户创造价值!热忱欢迎广大新老客户联洽合作事宜,共同谋求发展!



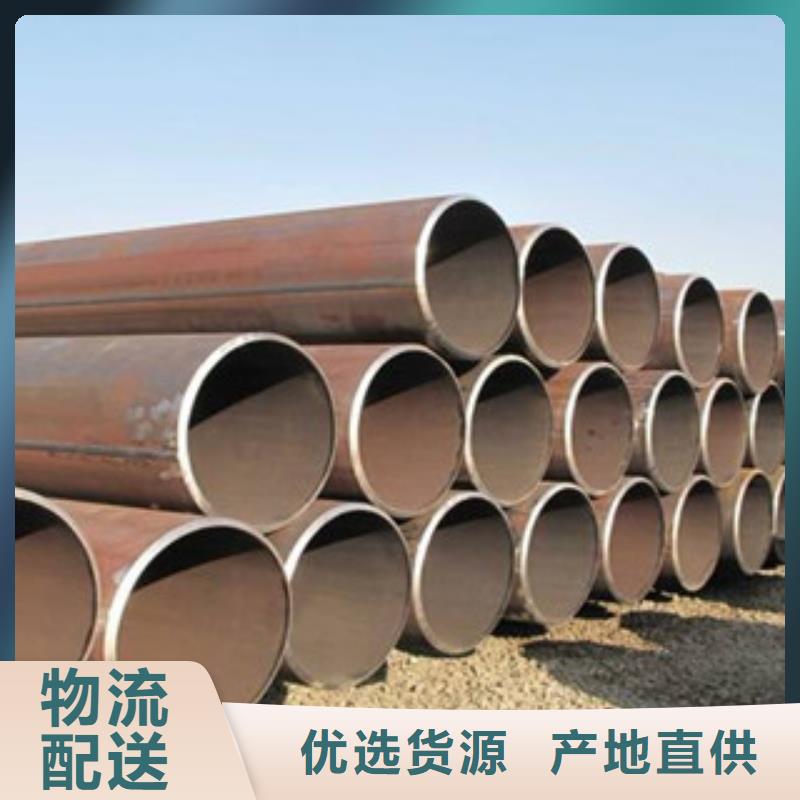
21世纪是我国输气管道建设的高峰期,管道运输已经成为现代运输体系的一个重要组成部分,作为现代管线工业技术进步的重要标志,大直径、高输送压力、长距离输送已经成为管线工业发展的总趋势。石油和天然气作为一种主要能源在 经济建设中发挥着重要的作用,随着石油天然气需求量的增加,管道的输送压力的增大,管线钢管向着大直径、大厚壁和高强度方向发展。国内 进的JCOE埋弧焊大直径直缝钢管(SAWL)生产线为高等级、高品质的管线用管生产创造了一定的条件。虽然国外允许螺旋缝焊管用于油气输送管线,但有严格的技术条件,且强化了无损检测。在我国,螺旋缝焊管输送管线技术已达到很高水平,但由于存在上述不足,螺旋缝焊管将面临严峻的市场考验,在重要交通枢纽、地质条件复杂、人口稠密地区以及海洋方面,仍然要用直缝埋弧焊管。




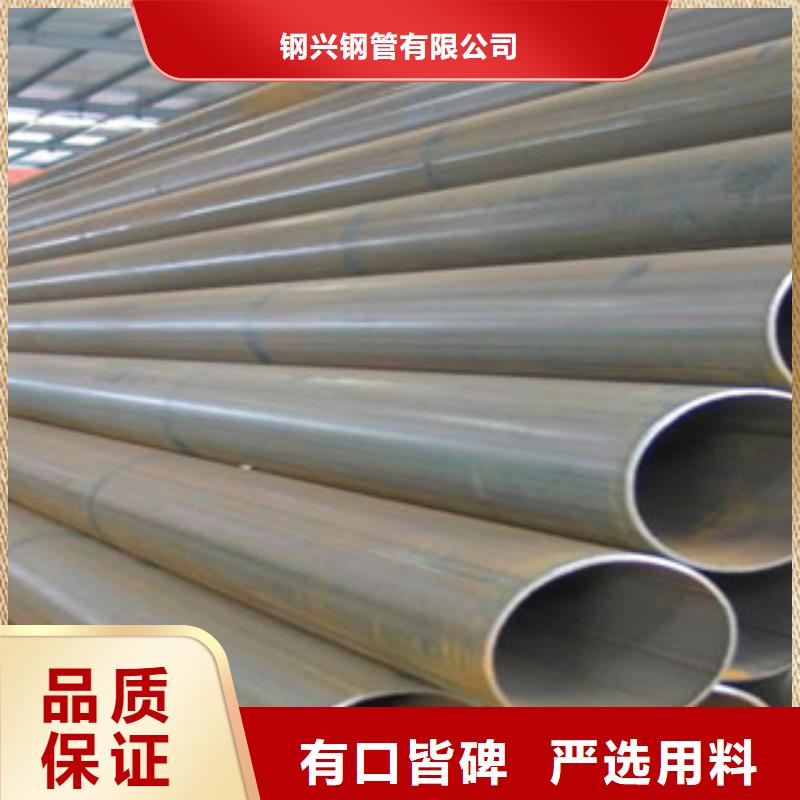
焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。


