


想知道钢管折弯T型钢一站式采购方便省心产品为何如此受欢迎?观看视频,答案自在其中。
以下是:钢管折弯T型钢一站式采购方便省心的图文介绍
宏钜天成钢管有限公司(滨州分公司)位于经济开发区辽河路东首兴隆钢管市场。公司主要经营: 无缝钢管。公司设有多个大型室内、外货仓,常年备有大量现货供应,品种众多、规格齐全,还可配备其他钢材品种,热情为顾客提供服务。本公司秉承“务实、客户为本”的企业精神,“诚信经营、共同发展”的经营理念,科学管理为先导,完善服务为重点,以合理的价格, 良好的信誉,建立了庞大稳固的客户群,赢得广大客户的支持和信赖,在业界树立起良好的信誉和口碑,业务范围遍及全国各地。



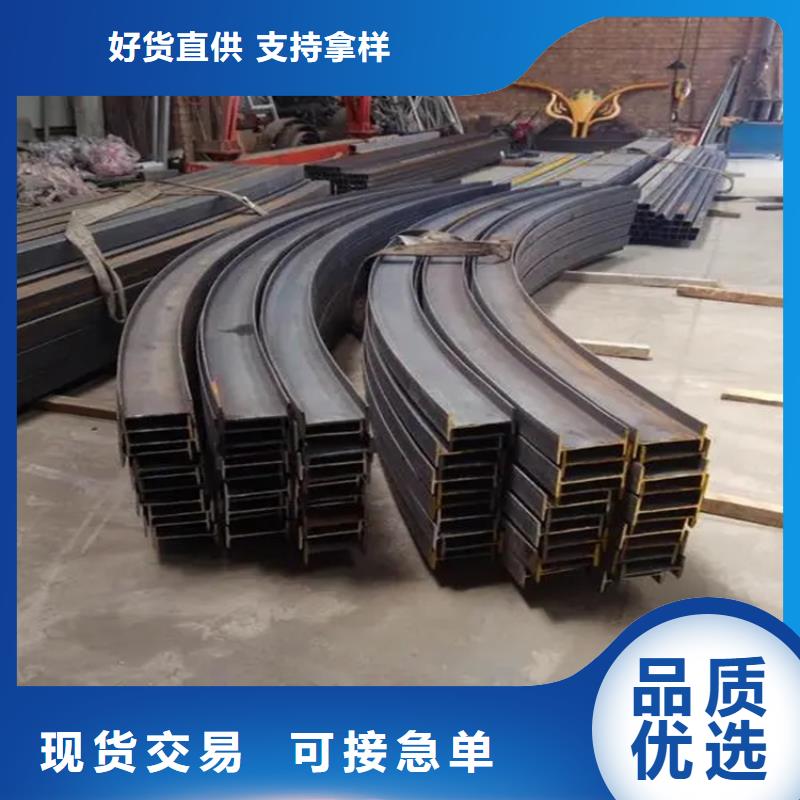
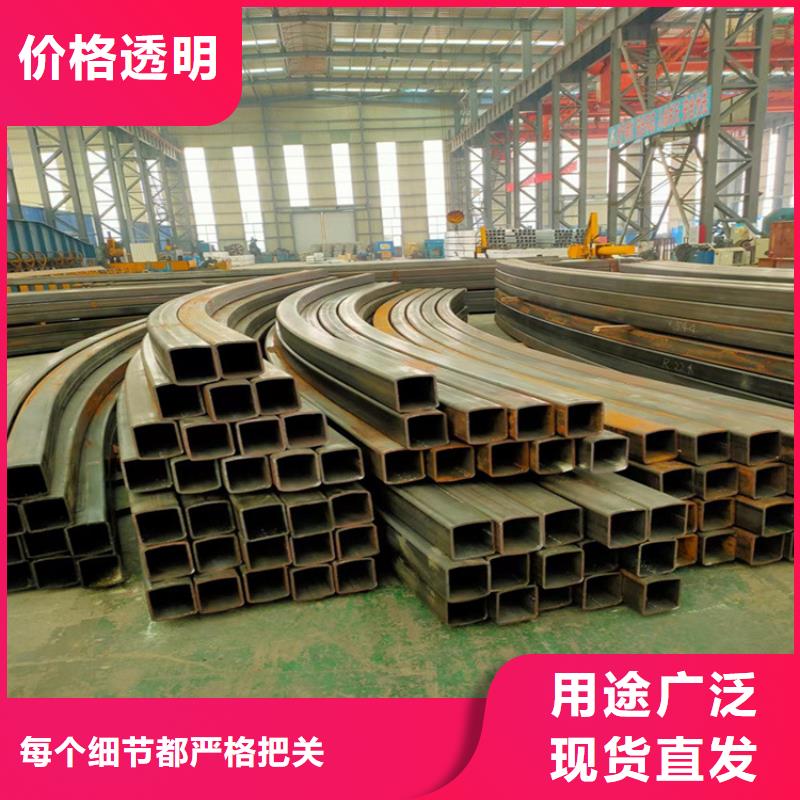
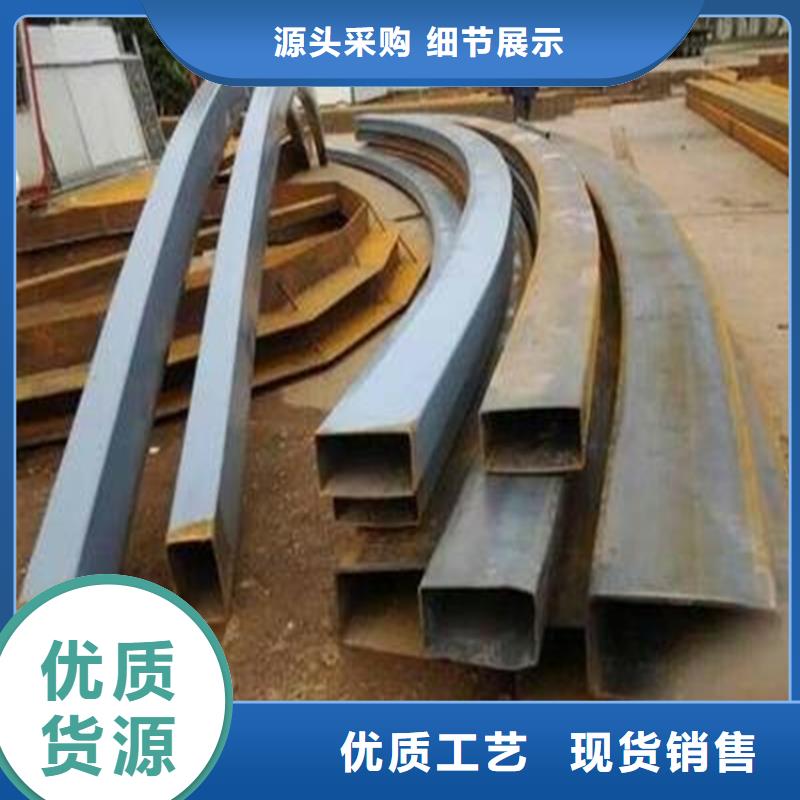
钢管折弯随着划片机数控拉弯加工技术的兴起,方管弯成弧形成型方法有很多,天津宏宇拉弯弯管有限公司结合实际工作情况列举常规方管弧形拉弯的两种方法:种、实弯实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。2)实弯的缺点是有拉伸/减薄效应。,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。第二种、空弯空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。1)空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。2)空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。



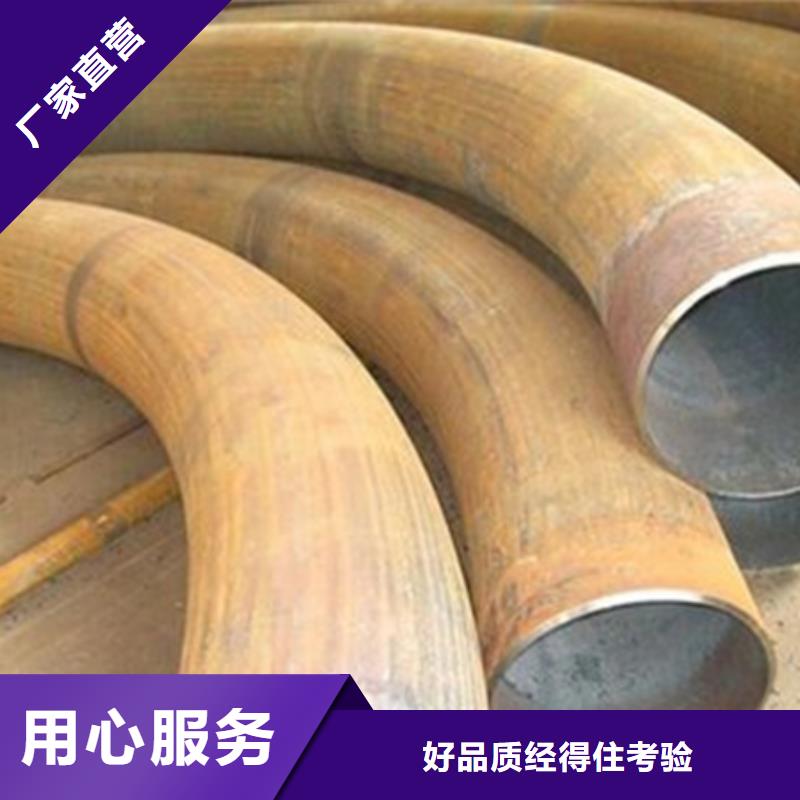
钢管折弯弯管按制造办法分为:煨制弯管、焊接弯管和冲压弯管。其中煨制弯管又可分为冷煨和热煨两种。通常除冲压弯管由工厂制造外,其他煨管均可在施工现场加工。下面就为大家引见弯管的普通学问。
煨制弯管的方式: 煨制弯管具有较好的伸缩性、耐压高、管壁润滑阻力小等优点。而加工烦琐,因而,施工现场较多采用。管道装置工程中常遇到的弯管方式有:各种角度弯头、U形管、来回弯(乙字弯)和弧形弯管等。
弯头:是一个具有恣意角的管件,用在管道转弯处。弯头的弯曲半径用R表示,R值小,弯曲局部较短,转弯急,阻力损失大;R值大,弯曲局部长,转弯较平滑。水流损失小。U形管管子两端中心线间的间隔H等于两倍弯曲半径R,经常用作衔接上下组成的两个管道或散热器,可替代两个弯头运用。
来回弯:带有两个弯曲角(普通为135度)的弯管。来回弯管子弯曲端中心线间的间隔称为来回弯的高度用h表示。常用于管道与不在同一平面上的衔接点衔接时,需用来回弯衔接。弧形管:是带有三个弯曲角的弯管,中间为900,侧角为135度。弧形管用于绕过其他管道,如冷热水管与卫生用具配管时,常用弧形管衔接。



钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。
