



上沅工程技术有限公司(湛江分公司)以高质量的产品创行业品牌,以专业的技术和诚挚的热情开拓市场,以优质的 万向转动支座产品,赢得用户。 万向转动支座产品远销国内外 国内销往河北、山东、河南、湖南 、湖北、江苏省、安徽、浙江省、福建、海南、广东、四川省、山西、陕西、宁夏、内蒙,台湾等地。




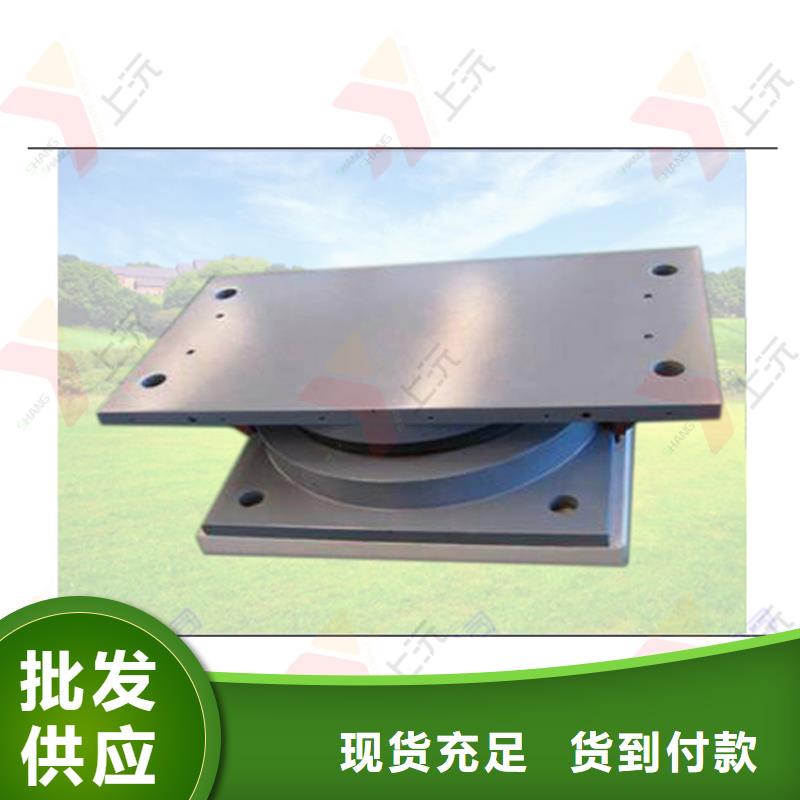
支座由上座板、下座板、凸球型中间板和两块不同形状的聚四氟乙烯板组成。它既具备了盆式橡胶支座承载能力大和位移大等特点, 而且更能适应支座大转角的需要。它具有下列新特点:通过球面传力,无力的缩颈现象 通过球面四氟板的滑动来转动,转动力矩小,而转动力矩与支座转角无关,特别适用于大转角设计要求(设计转角可达0.05rad )各向转动性能一致,适用于宽桥、曲线桥、斜桥及大跨径桥梁 不采用橡胶承压,特别适用于低温地区支座的技术性能。



支座施工钢网架平面安装:1)放球:将己验收的焊接球,按规格、编号放入安装节点内同时应将球调整好受力方向与位置。一般将球水平中心线的环形焊缝置于赤道方向。有肋的一边在下弦球的上半:2)放置杆件:将备好的杆件,按规定的规格布置钢管杆件放置杆件前,应检查杆件的规格、尺寸,以及坡口、焊缝间隙将杆件放置在二个球之间,调整间隙,点固。3)平面网架的拼装应从中心线开始,逐步向四周展开,先组成封闭四方网格,控制好尺寸后,再拼四周网格,不断扩大。注意应控制累积误差,一般网格以负公差为宜。4)平面网架焊接,焊接前应编制好焊接工艺和网接顺序,防止平面网架变形。5)平面网架焊接应按焊接工艺规定,从钢管下侧中心线左边20—30mm处引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。6)球管焊接应采用斜锯齿形运条手法进行焊接,防止咬肉。7)焊接运条到圆管上侧中心线后,继续向前焊20-30mm处收弧。8)焊接完成半圆后,重新从钢管下侧中心线右边20-30mm处反向起弧,向左焊接,与上述工艺相同,到顶部中心线后继续向前焊接,填满弧坑,焊缝搭接平稳,以保证焊缝质量。


网架支座技术性能:网架支座是依据交通行业标准《球形支座技术条件 (GB/T17955-2009)及建筑抗震设计规范(GB50011-2001)钢结构设计规范(GB50017-2003),经详细的静力学、动力学分析研制而成的新型抗震减振钢支座。抗震减振支座结构更加合理,性能更加可靠,使用寿命更长。该支座包括固定支座、单向、双向三种型式,22个等级,其水平承载力、竖直方向拔力及支座的整体强度均比普通支座有大幅度提高。该系列支座采用弹性减振元件,当水平力大到一定程度后,减振弹簧开始发生弹性变形实现缓冲作用。当结构发生转角时,球芯产生转动,释放上部结构产生的转矩。*震时,刚性抗震措施和柔性减振措施同时发生作用,以抵御巨大的*震输入能量,这样既能保证桥梁上、下结构合理相对位移,减小*震力的放大系数,又使结构保持统一性。



