



为了让您更地了解我们的(建贸)钢筋笼成型机厂家,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:(建贸)钢筋笼成型机厂家的图文介绍
钢筋笼成型机厂家")
钢筋笼成型机厂家")
据小编所知,随着中国国情的飞速发展,建筑业和钢铁产业的发展也越来越快。然而随着建筑业和钢铁产业的发展,大量的钢筋的使用及钢筋的加工建筑上是必不可少的。到现在我国已成为钢筋应用的大国,然而渐渐地会出现诸多的问题。
例如,钢筋工人的技术不够成熟,造成大量钢筋的浪费。
人工加工钢筋速度太慢,赶不上工期的进程。
在钢筋工人的工资上投入太大,但不见效果。等一系列的连锁问题。
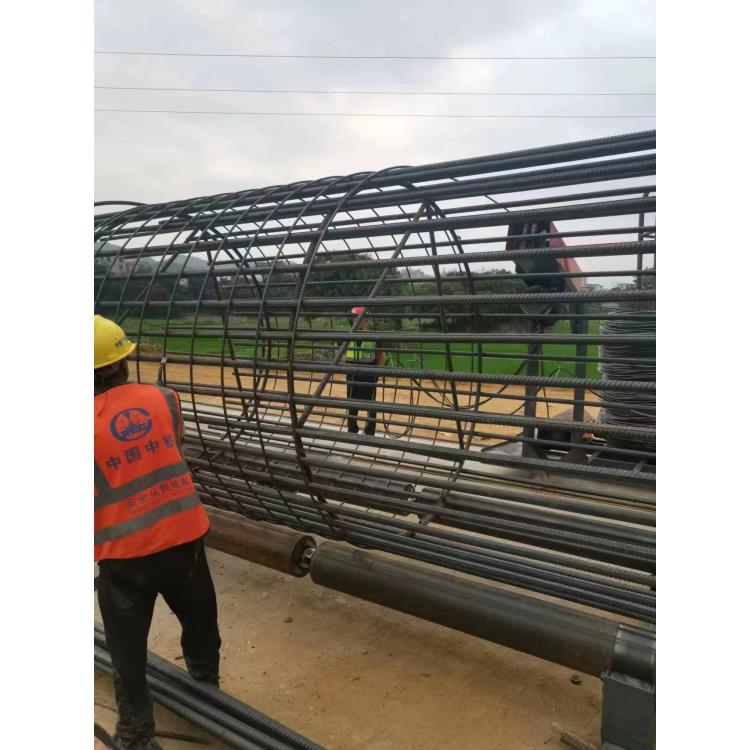
随着问题的产生,钢筋笼绕筋机就被研发及生产出来了,数控钢筋笼绕筋机是一种由电脑数控控制的加工生产钢筋笼的设备。钢筋笼绕筋机的出现结束了钢筋笼一贯手工捆绑的历史,为我国桥梁、本地高铁的制造提高了效率。代替了人工生产。机械化的生产不会出现人工生产的弊端。
小编带大家了解一下钢筋笼绕筋机具有人工生产所没有的优势,
3.减少了钢筋的浪费:由于人工焊接及加工技术的不成熟,质量达不到要求,会造成钢筋的弃用及浪费;而数控钢筋笼绕筋机加工焊接的钢筋笼,由于采用的是数控机械化作业,主筋、本地缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。
综上所述数控钢筋笼绕筋机具有非常多的功能、本地生产效率相较人工十分。钢筋笼绕筋机作为钢筋加工设备广泛应用于建筑业与钢铁产业,减轻人工压力实用性强,好操控成本低并且占地面积小,都将成为选择数控钢筋笼绕筋机的理由。
钢筋笼成型机厂家")
钢筋笼成型机厂家")
钢筋笼成型机厂家")
建贸钢筋笼绕筋机厂家 有限公司(永州分公司)在“品质,信誉,客户至上”的价值观引导下,以“激励创新、追求卓越、倡导共赢”为企业精神,力争成为具有竞争力的 全自动钢筋弯箍机创新企业!
目前,本公司生产的 全自动钢筋弯箍机,已远销国内外市场, 全自动钢筋弯箍机产品供不应求,深受广大用户好评。
钢筋笼成型机厂家")
钢筋笼成型机厂家")
钢筋笼成型机厂家")
数控钢筋笼绕筋机主要性能指标及特点:1.设备分1250MM、附近1500MM、附近2000MM、附近2500MM等型号,14M、附近18M、附近22M、附近27M四种规格;一次性可以成型14米(含错位部分)、附近18米、附近22M或7M的钢筋笼;2.主筋Φ12~40mm,箍筋Φ5~16mm(盘筋直接作业),绕筋间距范围:50到450mm可任意3.功率:1500型以下设备13KW(含上料机构),2000以上型号设备20KW;4.滚焊速度根据操作手的熟练成度从低到高可任意。5.盘电机及电机电源电缆采用坦克链式保护,确保设备运行。
数控钢筋笼绕筋机出现噪音问题,主要是由于零件缺陷和装配不合格而引起的高频噪声,严重影响机器的工作性能,还会污染我们的工作。在数控钢筋笼绕筋机液压噪声中,流体噪声占相当大的比例,这种噪声是由于油液的流速、附近压力的突变、附近流量的周期性变化以及泵的困油、附近气穴等原因引起的,同时,数控钢筋笼绕筋机液压回路的管路和阀类元件对数控钢筋笼绕筋机液压脉动产品反射作用,在回路中产生波动,与泵发生共振,产生噪声。
钢筋笼成型机厂家")
钢筋笼成型机厂家")
钢筋笼成型机厂家")
数控钢筋笼绕筋机 (高铁、附近桥梁、同城隧道专用钢筋笼焊机)
采用气动夹紧主筋、同城方便快捷,工人劳动强度低;采用双枪自动焊接,轻松,效率是目前市场同类设备的1.5倍—2倍,具有很高的性价比。
功能:人工上料、同城自动上料、同城人工焊接、同城单枪焊接、同城双枪焊接等多种规格供客户选择。
笼径:1.5米、同城2米 长度12米 、同城 20米(任选)
钢筋笼加工场筹建指南
1)场地 对于标准型设备,加工区至少30米X15米,地面硬化;原材料区另计;成品笼子和原料的装卸需吊装设施;若设备加长,场地相应加长
2)人员 5——7人/班,工期紧时,可分两班
3)耗材 CO2气体、同城焊丝、同城焊条等就近定点采购
4)机具 除主设备滚焊机外,还需准备切断机1台、同城对焊机2台以上、同城钢筋连接设备1台以上
5)电力 全部机具总功率约50KW
6)技术支持 我公司兼营钢筋笼制作业务,下辖多支熟练队伍;可从使用者角度,真正协助新用户合理安排工序、同城发挥设备应有效率
7)产量 45分钟/节(1.5M直径,12M长笼子),约合25吨/天
钢筋笼成型机厂家")
钢筋笼成型机厂家")
钢筋笼成型机厂家")
数控钢筋笼绕筋机管理系统:国内钢筋加工行业的管理工作还有很大的空间,有关公司针对钢筋加工开发的管理软件还没有在实际生产中发挥应有的作用。钢筋加工原本与工程施工捆绑在一起的,有的单位为了推行钢筋的集中加工配送,钢筋笼绕筋机把钢筋加工剥离出来单独处理,这样在管理上就存在扯皮现象,有时会严重影响生产效率的发挥。
胶辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,钢筋笼绕筋机利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作过程。
