




弯管_中频弯管的简单介绍视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:弯管_中频弯管的简单介绍的图文介绍
弯头的分类你了解多少呢,众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。 弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。 用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。 弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。 冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。 在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。 有两种生产方法: 一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。 另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。 根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。 弯管生产的技术要求: 需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。


于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。



弯管加工溫度及弯折度控制措施。在我们的日常生活中,各种弯头商品五花八门,另外有关弯管加工技术性和水准也愈来愈,让我们的生活起居产生了十分多的便捷。但是商品在生产加工的全过程中也会出現一些小问题,例如在生产加工的全过程中出現了微裂痕,造成成形的商品出現缺点等,危害市场销售。 充分考虑这一缘故,我们在开展弯管加工的全过程中,不但要选用的技术性加工工艺开展解决,另外还必须采用适度的对策加以控制。例如在商品生产加工的全过程中,假如溫度超出一定范畴得话,那麼商品的表层会出現一定水平的形变,那样商品的表层会出現许多 的细裂痕。因此在生产过程中必须有效操纵其的溫度状况。 自然,往往会出現那样的难题,一方面是因为溫度不科学,另一方面的缘故是常用材料品质不合格。因此在弯管加工期内将会会出現因髙速形变会造成生产加工的机器设备出現毁坏的状况。那麼,这种裂痕是怎样产生的呢?实际上,这种裂痕的出現必须一定的标准。 弯管加工溫度及弯折度控制措施 联系实际的生产加工状况来剖析,实际上在弯管加工全过程中,在其中裂痕的长短能够做到纵轴垂直平分晶界,也是说垂直平分拉申管夹,在开展调质处理之后,商品必须开展弯折,商品表层的微裂痕会变为晶拽,一般科学研究弯管加工机器设备的结构力学和微裂痕的状况,商品的抗压强度在房间内的溫度下是不容易遭受危害的。 此外,有关弯头的弯折度操纵也是十分关键的要素。实际上,针对弯管加工商品来讲,不一样的半经及其视角的不一样商品的弯折方位也会出現更改,那样的商品也变成工程项目管路中不能缺乏的一部分,如果商品的厚度出現了转变及其弯折的物理性能出現转变到会危害到商品的品质,商品在开展生产加工的情况下其技术性是十分关键的。



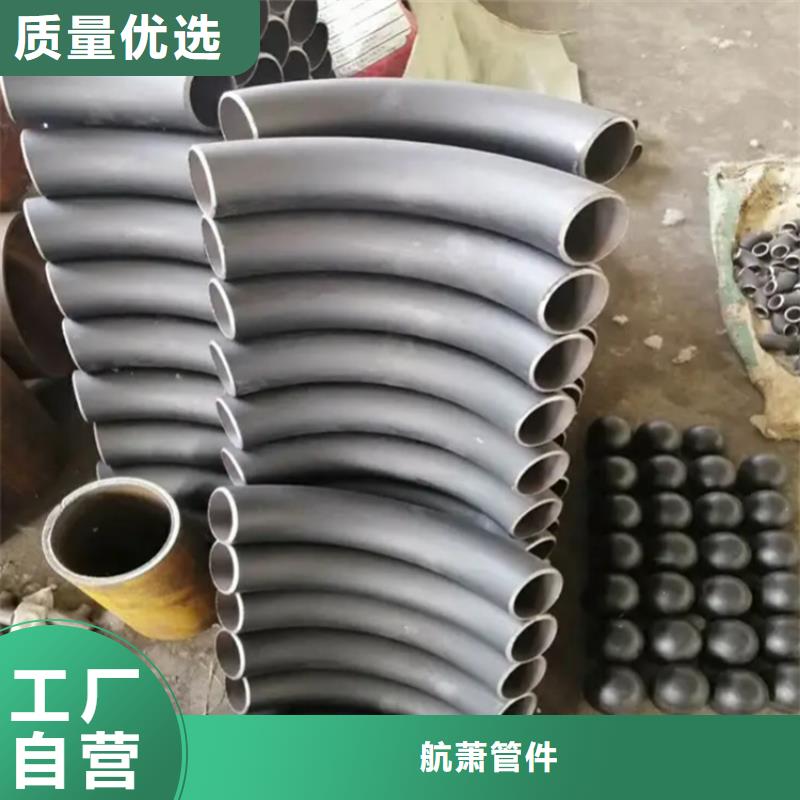
航萧管件(永兴县分公司)可根据客户要求生产定做不同规格的 中频弯管,我公司 中频弯管库存量充足,品种规格齐全。本着低价经营,质量为主的销售原则,让客户买的放心,用的舒心!诚信、专业、是我们的服务宗旨,我们将竭诚为新老客户提供过硬的 中频弯管产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!



弯管机芯棒的作用以及使用说明 当小型弯管机芯棒远离切点而处于靠后的位置,将不能在弯的外侧充沛拉伸资料,因而芯棒的位置回惹起很大的回弹,有可能使完整角度变小也有可能增大半径,若是半径变大,可向切点推进。调整芯棒的设置。要是管材不断断裂,则阐明资料真实太硬,太硬的资料是不能充沛拉伸的,可运用才完整退火的管材来处理问题。 所谓回弹控制是指弯管加工成型后再变回原形的大小的可能性,回弹会依据弯管的弯曲半径减少或增加弯曲度数,普通若是弯曲度数越小回弹也就越小。回弹受压模位置和压力的影响才有不一样的半径。 小型弯管机管材会有扭曲或有皱折的弯,呈现这个的缘由可能是资料过硬,因此不能在弯曲时收缩内径,呈现这种现象,可插入芯棒来处理。



