


弯管H型钢拉弯质优价保产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:弯管H型钢拉弯质优价保的图文介绍
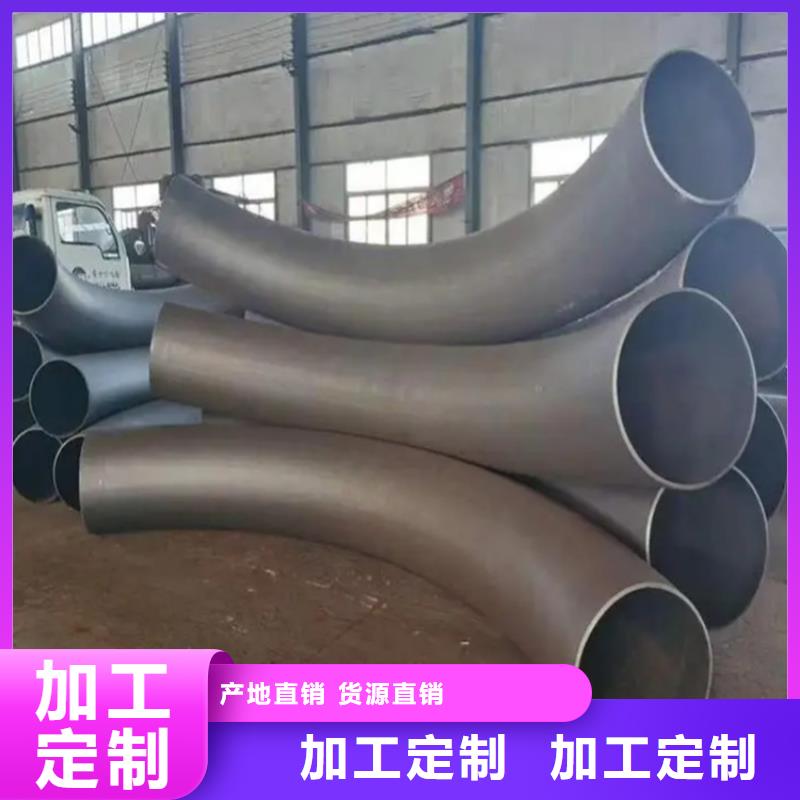
航萧管件(扬州市分公司)坐落于经济开发区崂山路物流院内,本公司专业生产 中频弯管。“ 质量为基础,诚信求永恒,厚德载物” 是我公司的企业发展宗旨,也是企业员工孜孜不倦的努力方向 。 公司经多年的发展和努力,拥有着一批专业的服务团队,从机器设计、生产加工、安装运行到售后服务,有朋至远方来,不亦乐乎! 欢迎各地朋友前来参观考察,共谋发展,共创美好未来!



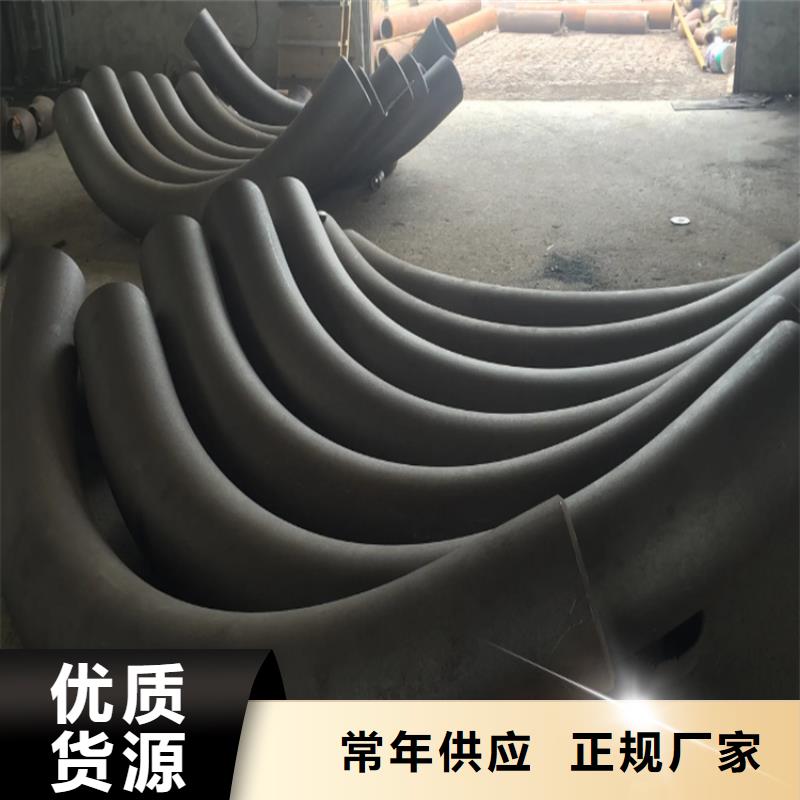
弯头的分类你了解多少呢,众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。 弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。 用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。 弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。 冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。 在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。 有两种生产方法: 一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。 另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。 根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。 弯管生产的技术要求: 需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。



数控液压弯管机的工作原理 1.数控液压弯管机机械部分主要由专管夹紧装置.弯管传动装置.助推装置.床身以及弯管模等组成。 2.弯管原理如下:弯管模固定在在主轴上并随主轴一起转动,管子就被缠绕在弯管模的周向上,弯管模的旋转角度 即为弯曲角度,在同一根管件上可以实现同半径三维多弯,主要有直线送料.空间转角以及弯管三大动作,在完成个弯管角度后,管件送到下一个弯曲位置并连过一空间转角,在进行下一个弯,即可得到相同弯曲半径的空间弯管,弯管模决定了管件的弯曲半径。 3.PLC在液压弯管机控制系统的应用,克服了由继电接触器控制系统容易受环境干扰.故障率高和维修困难等缺陷。



全自动弯管机的质量鉴别方法 随著科技的进步,各式各样的全自动弯管机品种一直在填补市场的空缺,满足市场各种的需求,目前市场上主要的全自动弯管机品种有CNC全自动弯管机,半自动弯管机,手动弯管机,这几种弯管机,如何鉴别全自动弯管机的品质?相信对大多数消费者来说并不是特别了解,全自动弯管机厂的小编认为要注意以下几个方面。 1、模架硬度和模架硬度也是设备能否正常使用的关键。在模具硬度低于洛氏HRC60的情况下,模具硬度低于洛氏HRC50。 2、设备的主要参数测量:让设备空转,用手触摸各模座,手感应无抖动,否则视为不合格产品。 3、将设备装入模具,扣压试样接合处,用卡尺或千分尺测量接合处,圆度在0.1MM以下即可。 4、检查设备模架的八瓣均分和模架的平整度。质量比较好的设备将对这两个参数进行特殊的控制调整,而一些劣质的设备将无法控制以上两个参数。 那以上就是全自动弯管机的质量鉴别的方法了,大家可以了解一下!



弯管加工中出现的问题有哪些原因。弯管的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯管上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯管加工时,外部出现一些裂纹,主要与弯管加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯管加工设备可能会导致损坏。 弯管加工中出现的问题有哪些原因 每个弯管都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯管机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯管加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯管的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。 因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯管加工的同时,必须事先了解加工要求,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。 因此大直径弯管成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。