



简约设计,不简单内涵。观看我们的PE燃气管,高压PVC弯头电力管精益求精产品视频,用少的话语传达真实的产品价值。
以下是:PE燃气管,高压PVC弯头电力管精益求精的图文介绍

润星电力管材(忻州市分公司)创立于2012年,以生产 承插式电力钢管闻名于行业。其 承插式电力钢管产品质量过硬、性价比高,尤其在 承插式电力钢管产品研发设计方面,聘请顶尖设计师,坚持品牌个性化路线,结合现代潮流。在营销方面,企业充分发挥自己的人才优势、技术优势、质量优势和市场优势,建立起完善的营销网络和服务体系。目前,出品的 承插式电力钢管产品,不仅畅销国内,更远销国外,在消费者当中享有j i高的认可度和美誉度。



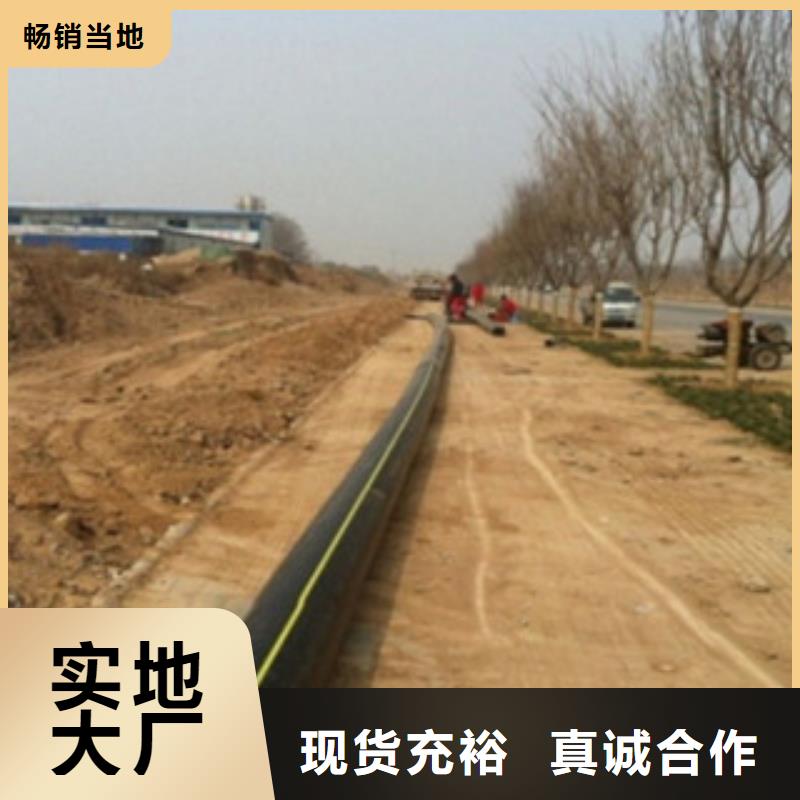
可以在地面上预制较长管线,当地形条件允许时,管线的地面焊接可使管沟的开挖宽度减小。狭窄管沟的开挖可以采用旋转开挖机、犁或铲具等开挖机具。一般规定,聚乙烯管道埋设的小管顶覆土厚度为:A、埋设在车行道下管顶埋深不得小于0.9米;B、埋设在人行道下或管道支管不得小于0.75米;C、绿化带下或居住区支管不得小于0.6米;D、在 性冻土或季节性冻土地层,管顶埋深应在冰冻线以下。在结实、稳固的沟底,管沟的宽度由施工所需要的操作空间决定,空间大小必须允许能够正常进行管沟底部的正确准备及管沟填埋材料的填埋及夯实等工作,而且还要考虑到管沟开挖费用以及购买填埋材料等费用的经济性。管沟的宽度值一般要考虑到管道的规格及所用的夯实工具。
一般规定,当在地面连接时,开沟宽度为D+0.3,当在沟内安装或开沟回填有困难,不能满足回填土密实度要求时,开沟宽度为D+0.5,且总宽度不小于0.7米。在沙土或淤泥的管沟内,如果不易作出一个直立的管沟侧壁,那么可以做一个45°或能够支撑沟壁材料的一个坡度。如果管沟较宽,那么为了支撑终的填埋层重量,初填埋材料必须被夯实。(3)管沟底的准备对于像供水、排污或长距离输送管线的压力系统,除非设计图纸有特殊要求,一般来说,管沟底的水平精度要求并不是很高。而对于重力排水系统,坡度的等级必须达到规定的要求。如果管沟底部相当平直,而且土壤内基本上没有大的石块。那么就没有必要再进行平整。当然,如果是一个没有受到扰动的管沟底层。
那就更好。但如果管沟底已经被扰动或在开挖的过程中必须被扰动,那么其密实度至少应该达到其周围填埋材料的密实度,开挖的管沟底部一般要用直径不超过50mm的没有尖锐棱角的小石头再混和一些沙土和粘土等材料垫平。所有规格的HDPE管道一般都可以适应少量局部的管沟底的不平坦,但如果在回填材料中含有带尖棱的石头或坚硬的页岩,那么就可能会在管道表面产生应力集中区以致损伤管道。对于在页岩及松散的岩石土壤中的开挖,为了避免与松散的岩石接触,必须为HDPE管道提供一个均一的沟床,一般的做法是开控管沟底时应比规定的等级挖深至少150mm,然后用适当的填埋材料回填至规定高度。并夯实到90%或更高的密实度。对于支撑强度较小的湿粘土或沙土等类似的不稳定土壤。
管沟的开挖的深度要比规定的值深100-150mm。然后用指定的或原开挖的材料进行回填,这样即可保证为HDPE管提供一个均一的支撑。在不稳定的有机土壤中,如果安装地点的地下水位较高以致于淹没了管道,可以在管道上增加额外的重量来抵抗管道受到的浮力,但这个额外的设计重量不应该超过基础层的支撑强度。(4)管沟内管道的敷设A、管道应在沟底标高和管基质量检查合格后,方可安装。B、在管道被放入管沟之前,首先应该对管道进行检查,在没有发现任何缺陷的情况下,管道才被允许吊入或滚入管沟内。C、管道通常会在地面预先连接好,有时管道可能会被预先连接成大约150米长的许多管段。贮存在某一个地方,当需要下放及连接时,再被运到安装地点。
一般规定,当在地面连接时,开沟宽度为D+0.3,当在沟内安装或开沟回填有困难,不能满足回填土密实度要求时,开沟宽度为D+0.5,且总宽度不小于0.7米。在沙土或淤泥的管沟内,如果不易作出一个直立的管沟侧壁,那么可以做一个45°或能够支撑沟壁材料的一个坡度。如果管沟较宽,那么为了支撑终的填埋层重量,初填埋材料必须被夯实。(3)管沟底的准备对于像供水、排污或长距离输送管线的压力系统,除非设计图纸有特殊要求,一般来说,管沟底的水平精度要求并不是很高。而对于重力排水系统,坡度的等级必须达到规定的要求。如果管沟底部相当平直,而且土壤内基本上没有大的石块。那么就没有必要再进行平整。当然,如果是一个没有受到扰动的管沟底层。
那就更好。但如果管沟底已经被扰动或在开挖的过程中必须被扰动,那么其密实度至少应该达到其周围填埋材料的密实度,开挖的管沟底部一般要用直径不超过50mm的没有尖锐棱角的小石头再混和一些沙土和粘土等材料垫平。所有规格的HDPE管道一般都可以适应少量局部的管沟底的不平坦,但如果在回填材料中含有带尖棱的石头或坚硬的页岩,那么就可能会在管道表面产生应力集中区以致损伤管道。对于在页岩及松散的岩石土壤中的开挖,为了避免与松散的岩石接触,必须为HDPE管道提供一个均一的沟床,一般的做法是开控管沟底时应比规定的等级挖深至少150mm,然后用适当的填埋材料回填至规定高度。并夯实到90%或更高的密实度。对于支撑强度较小的湿粘土或沙土等类似的不稳定土壤。
管沟的开挖的深度要比规定的值深100-150mm。然后用指定的或原开挖的材料进行回填,这样即可保证为HDPE管提供一个均一的支撑。在不稳定的有机土壤中,如果安装地点的地下水位较高以致于淹没了管道,可以在管道上增加额外的重量来抵抗管道受到的浮力,但这个额外的设计重量不应该超过基础层的支撑强度。(4)管沟内管道的敷设A、管道应在沟底标高和管基质量检查合格后,方可安装。B、在管道被放入管沟之前,首先应该对管道进行检查,在没有发现任何缺陷的情况下,管道才被允许吊入或滚入管沟内。C、管道通常会在地面预先连接好,有时管道可能会被预先连接成大约150米长的许多管段。贮存在某一个地方,当需要下放及连接时,再被运到安装地点。



很好地解决了城市饮用水的二次污染。PE燃气管长久的使用寿命:在额定温度、压力状况下,PE管道可使用50年以上。PE燃气管较好的耐冲击性:PE管韧性好,耐冲击强度高,重物直接压过管道,不会导致管道破裂。PE燃气管可靠的连接性能:PE管热熔或电熔接口的强度高于管材本体,接缝不会由于土壤移动或活载荷的作用断开。PE燃气管良好的施工性能:管道质轻,焊接工艺简单,施工方便,工程综合造价低。PE燃气管电热熔接性:采用专用电热熔焊机将直管与直管、直管与管件连接起来。一般多用于160mm以下管。PE燃气管热熔对接连接:采用专用的对接焊机管道连接起来,一般多用于160mm以上管。PE燃气管钢塑连接:可采用法兰、螺纹丝扣等方法连接。
PE燃气管为方便施工和保证施工质量、还应准备相应的工具。PE燃气管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。PE燃气管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。PE燃气管在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。PE燃气管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。
PE燃气管检查对接焊机是否与管材直径和规定的对接焊周期匹配。PE燃气管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE燃气管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。PE燃气管在对接焊机上管材和管件的焊口,清洁端口。PE燃气管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE燃气管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE燃气管将加热工具放在两连接面之间。
PE燃气管为方便施工和保证施工质量、还应准备相应的工具。PE燃气管的地基选择应该选择无盐类与无尖硬的原土层,如果地基存在上述的情况,应该需要对地基铺垫细土或者细沙,以确保PE管免受到外物的破坏和腐蚀。PE燃气管的敷设应该避免选择不均匀沉降的地段,如果规划的线路存在着不均匀沉降,那么应该对管道地基进行防沉降处理,以避免因为地基沉降而导致管道破裂。PE燃气管在敷设过程中,应该遵循蛇行敷设原则,敷设过程中要确保管段上尽量没有承插接头,无缝隙,并且要确保管道的弯曲半径符合相关标准,如果管段上有承插接头时,不应小于125D。PE燃气管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。
PE燃气管检查对接焊机是否与管材直径和规定的对接焊周期匹配。PE燃气管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE燃气管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定,在保压、冷却时间不得移动连接件或在连接件上施加外力。PE燃气管在对接焊机上管材和管件的焊口,清洁端口。PE燃气管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE燃气管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE燃气管将加热工具放在两连接面之间。


