



【全新视界!】弯管中频弯管多种款式可随心选择产品视频,带你领略产品新风尚!
以下是:弯管中频弯管多种款式可随心选择的图文介绍


弯管机增产效率分析 弯管机标准模弯管机模具分为弯管机上模和下模,用于板料冲压成形和分离的模具。成形用的模具有型腔,分离用的模具有刃口。 塑料粉碎机对整个塑料行业的发展有着举足轻重的作用,我们可以设想下,如果没有这些塑料粉碎机,我们的塑料产品回收就存在很大的障碍。很多大型的塑料产品在报废以后就不能够进行回收利用。本来当时制造的时候加工和使用的材料都是比较多的,后来报废以后的浪费更大,造成的环境污染也更大。但是如果使用了塑料粉碎机的话,通过弯管机模具的粉碎处理,可以获得与原来的塑料产品同样多的原材料,这样也等于增加了原材料和节约了成本。所以我们说到的增加效益,不仅是在生产线的制造过程中增加效益,其实在原材料上面增加的效益也是一个可观的数字。 弯管机模具是弯管机用来成型加工板料的工具,这种工具有各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。用以在弯管机压力的作用下使坯料成为有特定形状和尺寸的制件的工具。



本公司是一家专营 中频弯管的专业的 中频弯管生产厂家,公司秉承顾客至上,务实的企业精神与经营理念,赢得多个地区客户的信赖和认同,希望各位新老顾客,多多关照,航萧管件(湘西市分公司)会继续为各位顾客服务!



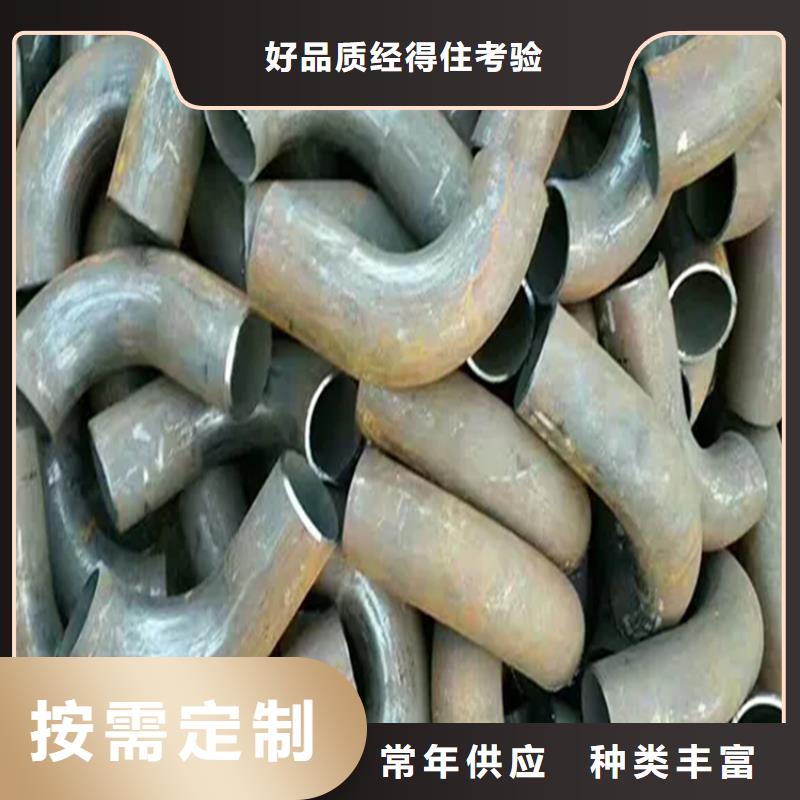
弯管的质量下降是什么原因引起的。a、影响弯管质量的原因还有这两点:弯管本身自带的弯曲性,弯管表面的腐蚀程度。在作业的时候,工作人员首先要清楚被加工管道的原材料有哪些,对于加工性能要有所了解,尤其是对其表面的腐蚀程度要做出准确的判断。 b、在纯弯曲的时候,弯管中性层的外侧受拉力在外力的影响下而变薄,内侧的受压力在这起作用下而变厚,管子的横截面因为合力的缘故发生改变,从而引起了弯管质量的下降。改善方式:按照规定要求,严格控制RX和SX的数值来确保质量。 c、弯胎的精度是可以直接决定弯管质量的原因之一,在制作弯胎的时候,尺寸一定要控制在规定范围内。 d、弯管时外侧拉力变厚内侧压力变薄,所在的方位和弯管的方式是不一样的,在压缩弯曲的过程中,中性轴是处在距离外壁的三分之一的地方,在回弯工作的时候,中性轴是在距离外壁的三分之二处,由此可见,使用旋弯的方法对于弯曲薄壁管道是有益处的。



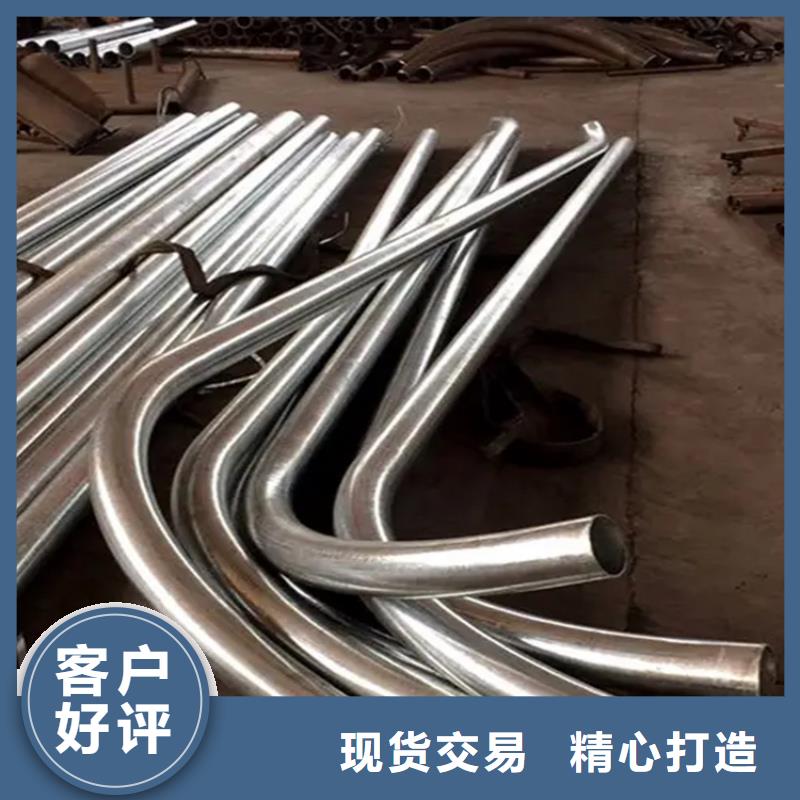
高弯管形状决定了弯管生产困难。锻造方法:使用锻机将被淘汰管端或部门,减少直径,常用的类型与旋转锻压机,连杆式、辊式。冲压的方法:用锥形穿孔管的核心终扩大到所需的大小和形状。辊方法:放置在管芯,周边与轮式推动,用于圆形边缘处理。轧制方法:一般不需要轴,适用于厚壁管在圆形的边缘。形成方法:常用的有三种方法,一种方法称为拉伸方法,另一种方法叫做冲压方法,第三是辊方法我们知道的更多,有三个或四个辊,辊、调整辊,两个固定调整固定辊距离,完成管道弯曲。该方法的广泛应用,如果生产螺旋管,曲率可以增加。不断膨胀的方法:一个是放置在管橡胶、穿孔、压缩、膨胀管形成。 高弯管形状决定了弯管加工生产困难,其中困难的对称点三通高弯曲管生产是需要技术含量的,高生产弯管的基础上,我们看到我们的制造商生产过程严格坚持选择的钢坯,钢坯加热维持一个恒定的温度,给我们高弯曲管带来了严格的质量保证。在这样一个严格的保证,确保我们高弯曲管管道建设项目的他应该扮演一个角色,可以确保本厂管道施工质量的办法。



