



为了让您更地了解我们的热轧钢管超产品在细节,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:热轧钢管超产品在细节的图文介绍

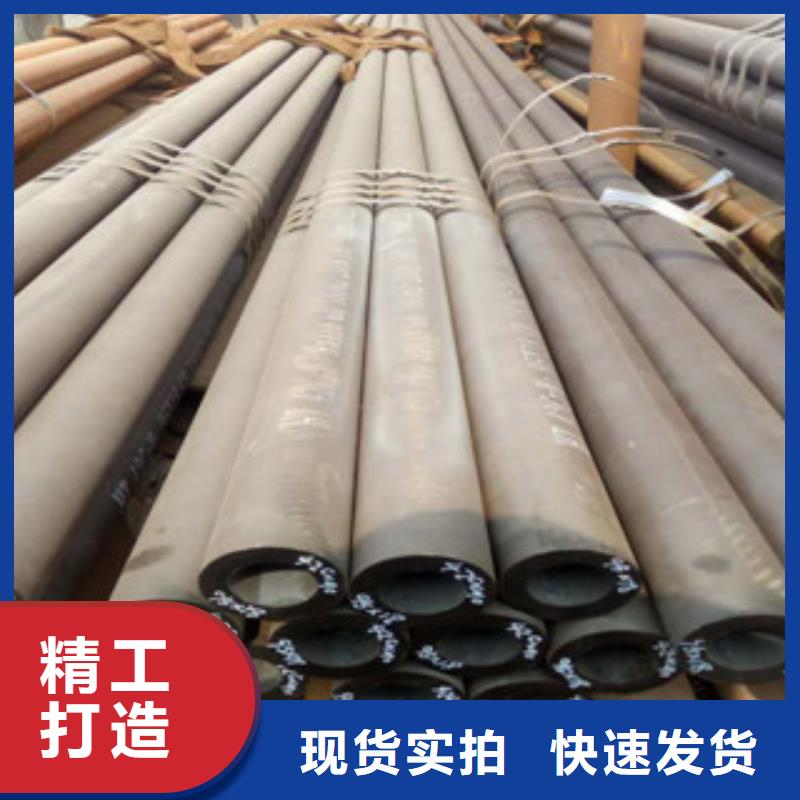
力学性能试验方法所有的无缝钢管要进行力学性能测试。力学性能测试方法主要分两类,一类是拉伸试验,一类是硬度试验。拉伸试验是将无缝钢管制成试样,在拉伸试验机上将试样拉至断裂,然后测定一项或几项力学性能,通常仅测定抗拉强度、屈服强度、断后伸长率和断面收缩率。硬度试验是将一个硬质压头按规定条件缓慢压入试样表面、然后测试压痕深度或尺寸,以此确定材料硬度的大小。特性:可切削 性良好,冷变形塑性及焊接性中等;另外钢在热处理时韧性减低不多,但却有相当高的强度和耐磨性,特别 是水淬时仍有较高的韧性;但是此钢对白点敏感性大,热处理时有回火脆性倾向及过热敏感性。无缝钢管高倍检验注意事项无缝钢管高倍检验注意事项主要有以下几点:1、表面脱碳的深度和程度。2、表面轧制缺陷的长度和深度、缩孔、碳及硫的中心偏析。3、无缝钢管铁索体分布状态、珠光体分布状态。4、其他显组织缺陷等,以及晶粒度、无缝管表面粗糙程度和夹杂物含量等。


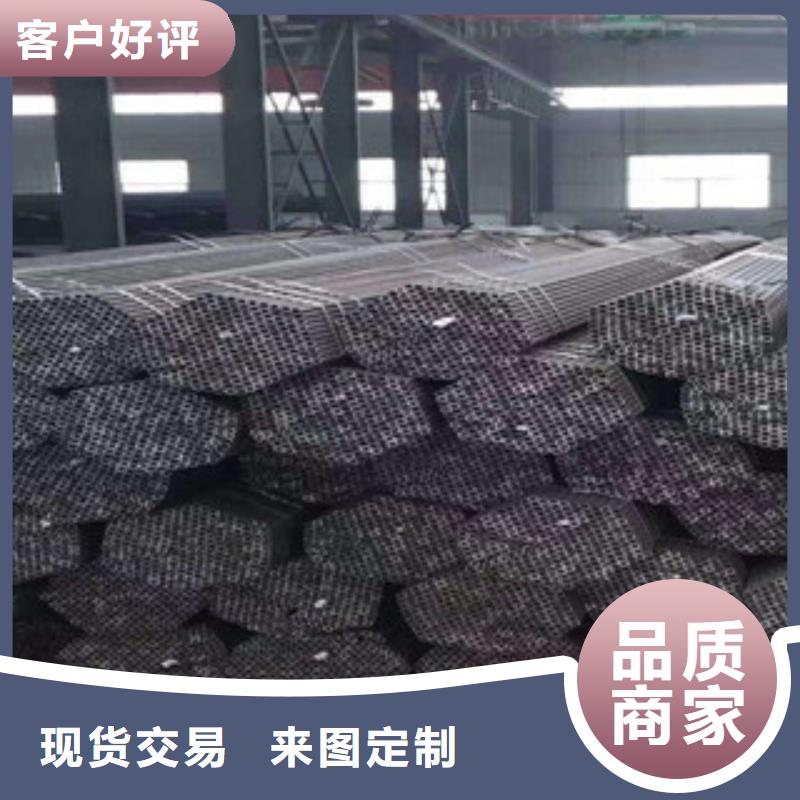
无缝管1、生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。



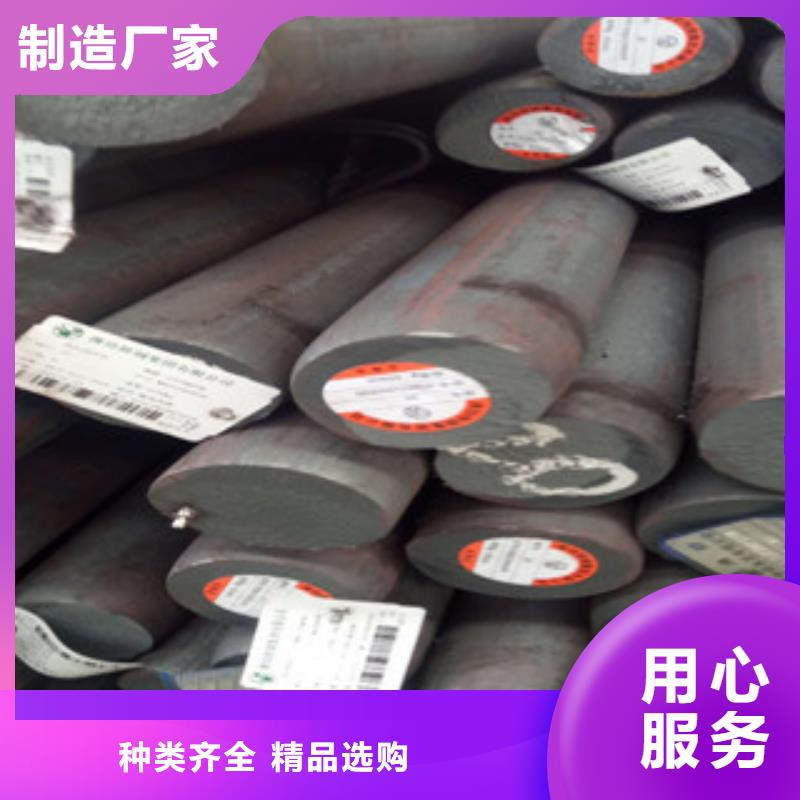
矫直方法有压力矫直、辊式矫直(包括直辊矫直和斜辊矫直)、张力矫直和拉伸弯曲矫直。拉伸弯曲矫直的原理是,当42CrMo精密光亮管在小直径辊子上反复弯曲时给带材施加拉力,使42CrMo精密光亮管产生弹塑性延伸,从而将带矫直。拉伸弯曲矫直机组一般用在连续作业线上矫直各种带材,包括高强度、极薄42CrMo精密光亮管。这种机组也用于连续酸洗板冷却后还可采用平整的方法减少42CrMo精密光亮管的厚度差和矫作业线上的带材机械破鳞,以提高酸洗速度。矫直机的直板形。27simn无缝钢管,即27硅锰无缝钢管,是无缝钢管的其中一种材质,含碳量在0.24—0.32%之间,simn单列是因为是因为五大元素(碳C,硅Si,锰Mn,磷P,硫S)中,硅锰的含量高约为1.10—1.40%。 27simn无缝管适用于电厂、锅炉厂、化工,车、轮船的配件等。



兰格精密管(厦门市分公司)坚持“以科技为依托,以市场为导向,以质量求生存,以信誉求发展”的一贯宗旨,将质量品牌作为强大实力后盾,始终为客户提供的 活塞杆产品和服务,坚持“以人为本”的发展理念,自主培养、社会吸取高等人才,使 活塞杆产品质量和技术方面处于行业带头地位。先后研发出一系列新工艺、新技术以提高产品质量和性能。


