

【全新视界!】酸洗磷化无缝钢管圆钢欢迎来厂考察产品视频,带你领略产品新风尚!
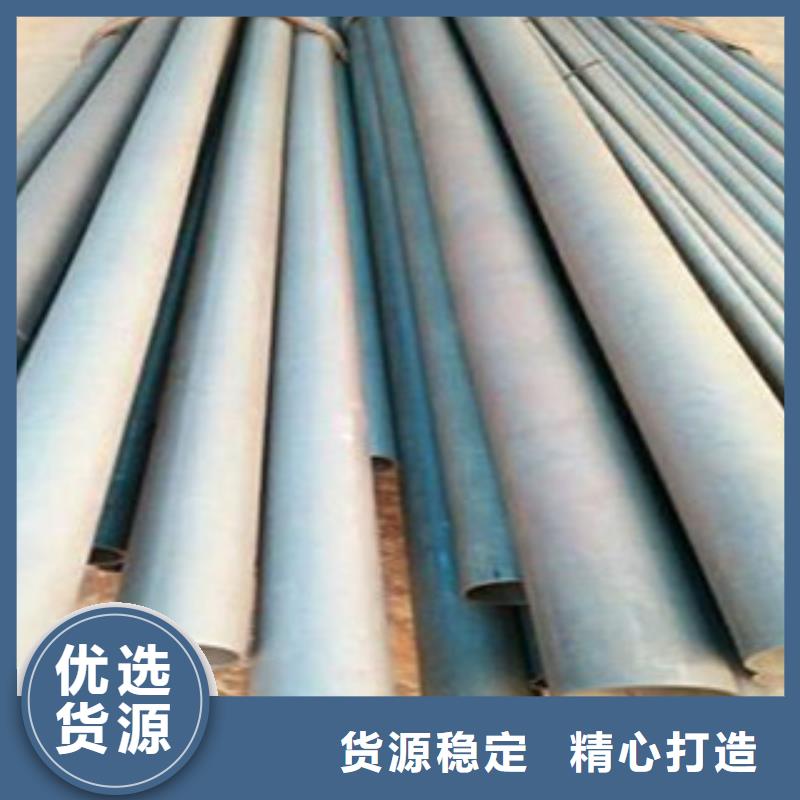
以下是:酸洗磷化无缝钢管圆钢欢迎来厂考察的图文介绍


酸洗磷化工艺流程:一般情况下,磷化处理要求工件表面应是洁净 的金属表面(二合一、三合一、四合一例外)。工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面调整等预处理。
特别是涂漆前打底用磷化还要求作表面调整,使金属表面具备一定的"活性",才能获得均匀、细致、密实的磷化膜,达到提高漆膜附着力和耐腐蚀性的要求。因此,磷化前处理是获得高质量磷化膜的基础。



浩融金属制品厂(乌鲁木齐市分公司)是集生产,销售售后于一体的厂家。
主要生产产品: 钢板公司拥有专业管理人员,建立了完善、规范的质量管理体系和环境管理体系,凭借“规范的管理,良好的信誉,的产品,专业的技术,高品质的施工质量,完善的售后服务”赢得广大客户的信赖。
公司一贯坚持“德为做人之根,质为立业之本”的宗旨,坚持“客户di yi”的原则为广大客户提供优质的产品,凭借着高质量的产品,良好的信誉,优质的服务,产品畅销全国。欢迎各界朋友莅临参观、指导和业务洽谈。双赢合作,共同发展!



酸洗钝化步骤:
1)酸洗是整个化学清洗过程的关键步骤。由络合剂、渗透剂、悬浮剂和活性缓冲剂构成一种特殊条件下的清洗剂。该清洗剂溶解污垢的能力强,与污垢作用时间短,对设备无腐蚀,操作方便而且除垢率可达95%以上。
2)在络和清洗过程中,应投加缓蚀剂、还原剂、助溶剂、铜离子抑制剂等助剂。并在清洗时挂入与清洗设备材质相同或相似的标准腐蚀指示片和监视管段,以便随时监测。
3)系统恢复循环后,保持液位循环,当无误时加入缓蚀剂,等缓蚀剂循环均匀后缓慢加入酸洗药剂和其它助剂。
4)在络和清洗中,应定时取样分析清洗液浓度、铁离子浓度及定期进行反向循环,同时进行放空和导淋,以免产生气阻和导淋堵塞。
1)酸洗是整个化学清洗过程的关键步骤。由络合剂、渗透剂、悬浮剂和活性缓冲剂构成一种特殊条件下的清洗剂。该清洗剂溶解污垢的能力强,与污垢作用时间短,对设备无腐蚀,操作方便而且除垢率可达95%以上。
2)在络和清洗过程中,应投加缓蚀剂、还原剂、助溶剂、铜离子抑制剂等助剂。并在清洗时挂入与清洗设备材质相同或相似的标准腐蚀指示片和监视管段,以便随时监测。
3)系统恢复循环后,保持液位循环,当无误时加入缓蚀剂,等缓蚀剂循环均匀后缓慢加入酸洗药剂和其它助剂。
4)在络和清洗中,应定时取样分析清洗液浓度、铁离子浓度及定期进行反向循环,同时进行放空和导淋,以免产生气阻和导淋堵塞。



用法:根据不锈钢的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;铁素体、马氏体和镍含量低的奥氏体不锈钢(如420、430、200、201、202、300、301等)稀释后使用,镍含量较高的奥氏体不锈钢(如304、321、316、316L等)用原液浸泡;
一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至表面污垢完全,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净, 再用碱水或石灰水冲洗中和。



