


我们的现场实拍视频将带您走进钢管折弯耐候钢板源厂直销产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:钢管折弯耐候钢板源厂直销的图文介绍


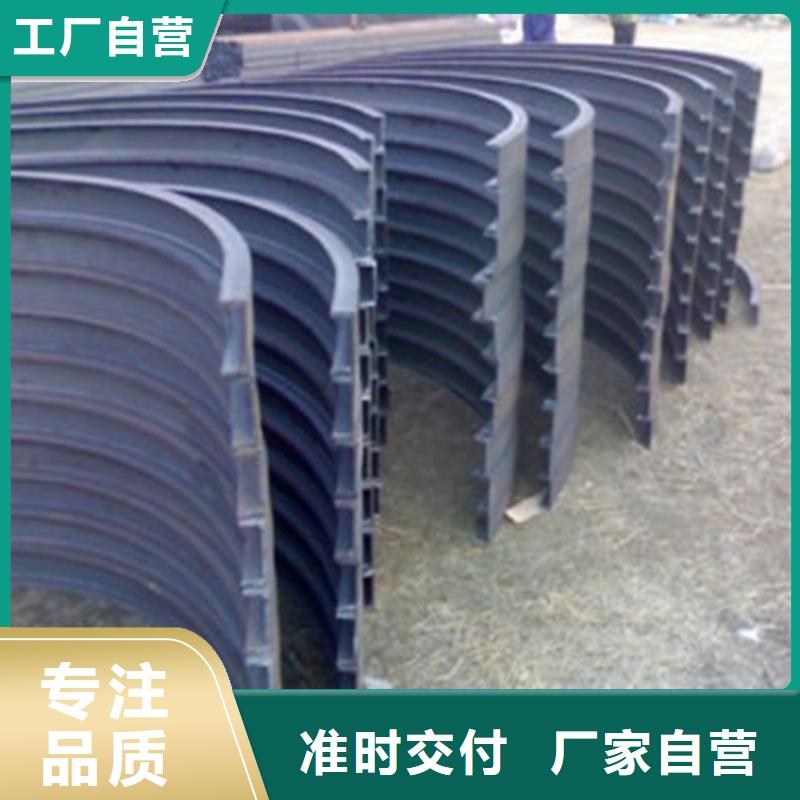
分析一下钢管折弯工艺的重点是什么所有的拉弯厂家以及拉弯型材的顾客都知道,拉弯便是把金属板材、管材和型材曲折成一定曲率、形状和尺度的工件的冲压成形的工艺。到目前为止,拉弯这项技能在各种高压容器。锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等的制造中发挥着重要作用。那拉弯工艺的要害因素是什么呢?钢管折弯厂相关技能专家经过多年的潜心研究与创新,总结出挑选合适的加工参数是拉弯成形工艺的要害要素。确认拉弯工艺参数首先要考虑的便是这两个方面。一是拉弯断裂,一是截面尺度变形量过大。别的,在收边拉弯加工中,加工参数挑选不妥会在腹板上产生失稳起皱的现象,这也是需要考虑的重要因素



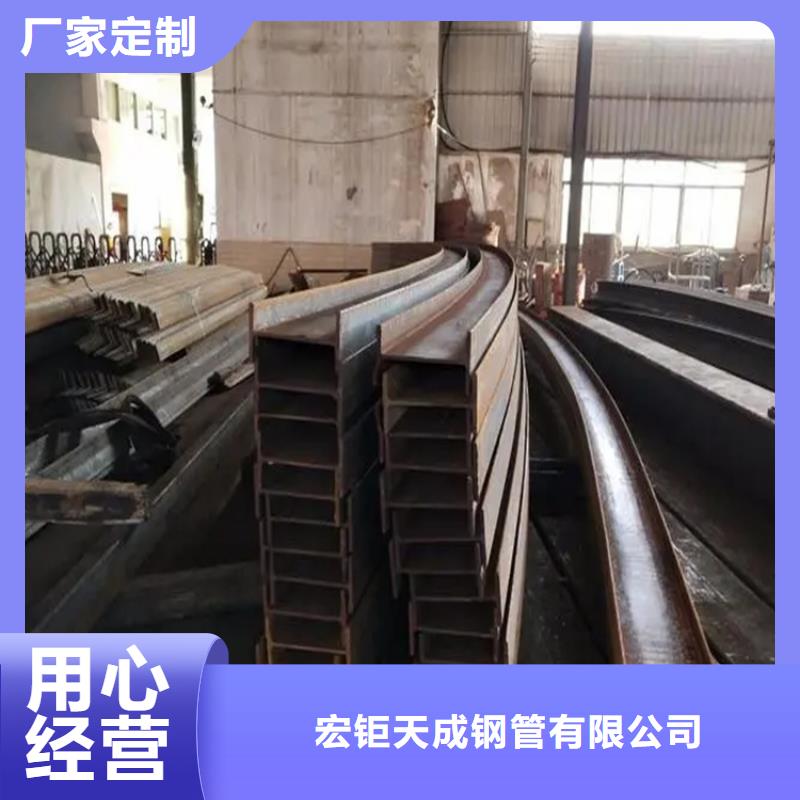
经过多年的不懈努力,宏钜天成钢管(武汉市分公司)拥有了一支技术精湛、服务意识强、具有强烈敬业精神的员工队伍,可以为用户提供从 无缝钢管技术咨询、方案设计、生产制造、安装调试到售后服务一条龙的服务;可以根据用户的不同要求,量身设计 无缝钢管在各个领域的整体解决方案;



钢管折弯拉弯厂应广阔客户需求,对天津拉弯机设备的组成停止细致解说。拉弯机可分为转台式拉弯机和双转臂式拉弯机以及各种专用拉弯机拉弯机设备的组成:放卷设备:由放卷机和小车组成,放卷直流电机带动放卷机放卷,液压控制小车的升降,小电机控制小车的进出。导辊:也叫稳定辊,前后各一对,用于稳定铝材程度的作用。S辊:前后各两对S辊,分别为入S和出S,S辊为胶面,确保铝带不受刮伤,前后两对S辊自身的张力配合收卷的张力,使得铝带平直准确度更好。拉弯机主体:由三个单元工作辊组成,是对铝带停止弯曲矫直的主要部位。 收卷设备:由收卷机和小车组成,收卷直流电机带动收卷机收卷,液压控制小车的升降,小电机控制小车的进出。收卷机的张力控制造用卷取铝带,辅佐S辊张力停止拉弯矫直。液压站:为小车升降,卸卷推板进出,收卷预压力大小提供动力。 操作台:操作台上的按钮旋钮开关,完成主机手控制机器作业。



一起来了解一些钢管折弯知识钢管折弯便是方管通过加工之后变成的一种产品,方管,它的外形便是有点像立体的长方形,可是里边是空心的,是钢铁制造而成的,是要通过好多道的工序之后才加工而成的,后才成为了咱们现在看到的产品。它的制造的资料并不仅仅是只有钢材,被的一些资料也是能够制造而成的。钢管折弯的这种方管是空心的,所以,在通过拉弯机进行拉弯的时分,事比较简单拉,它不像实心的那些钢材制造出来的产品,用来拉弯是比较的费力的。拉弯,从字面上的意思我们就有可能会想到便是运用机器来把一些钢材进行弯折的处理。也便是改动它的形状,变成了别的的一种产品,可是它的实质是没有发生改动的。这种拉弯的话他的精准的度数是比较的高的,一旦成型之后就不能够在进行改动的,它要拉弯的度数都是事先就已经是方案好了的。拉弯的时分是要根据尺度来进行拉弯的,拉弯之后是不会反弹的,反弹便是指拉好之后弯度会有所改动。产品在通过拉弯之后它的厚度是会有一些的改动的,在没有通过拉弯的时分它的厚度是比较的厚的。


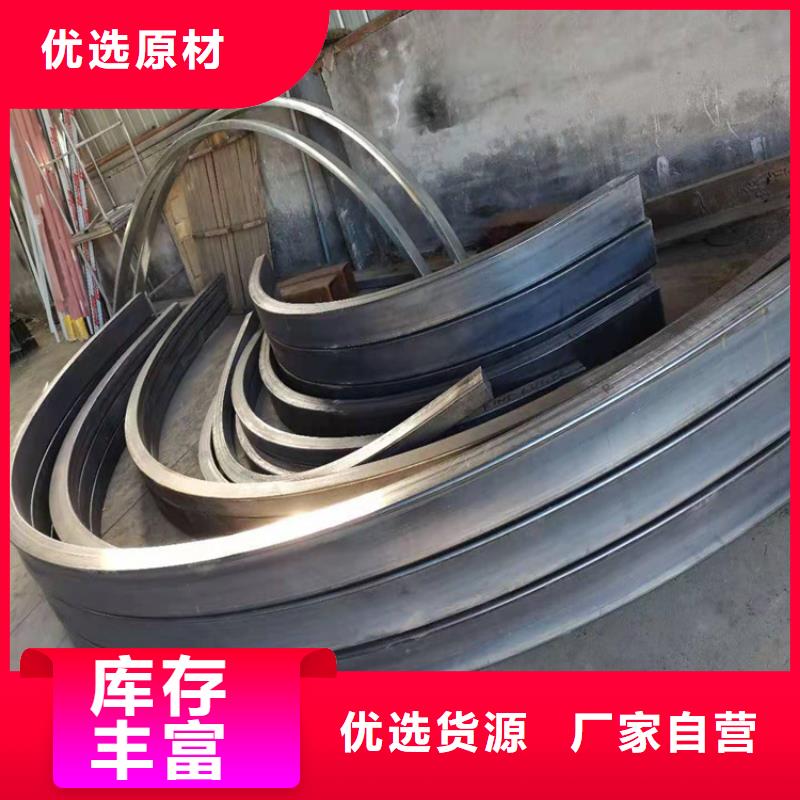
钢管折弯弯管拉弯按弯曲成形方式能够分为滚弯、压弯、推弯和绕弯;按弯曲时能否运用模具能够分为有模弯和无模弯;按弯曲时有无芯棒能够分为有芯弯和无芯弯;按弯曲时能否加热能够分为冷弯和热弯。 近年来还呈现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。滚弯是用三个辊轮对管材停止弯曲加工的办法。其中辊轮3为主动轮,其他两个为从动轮。滚弯办法及工作原理与板材滚弯根本相同。
只是管材滚弯所用的辊轮具有与管坯横截面外形相吻合的工作外表。弯曲时只需改动主、从辊轮间的距离,就能够完成各种曲率半径的弯曲。拉弯厂说这种办法特别合适弯制环形或螺旋线形管件。
不过,滚弯对弯曲半径有一定的请求,仅适用于曲率半径较大的厚壁管件,关于小半径弯曲显得无能为力。压弯是早用于弯管加工的工艺办法。它是在液压机上应用模具对管坯停止弯曲加工的。压弯具有模具调整简单、消费效率高等优点,故在消费中不断被普遍应用,普通用于弯制带直段的管件或弯头号。



