


别再等待了,仅仅一分钟,就能通过我们的PE燃气管CPVC电力管自有厂家产品视频探索到无数令人心动的细节和亮点。
以下是:PE燃气管CPVC电力管自有厂家的图文介绍



华港集团针对气化农村工程特点提出了分布式能源供应模式,即PE燃气管气化站“点供模式”,解决了远离市区的边远乡镇管线铺设难度大、成本高、周期长等问题。而实施“点供模式” 的难点在冬天保供上。据悉,华港集团建有7000立方米储存能力的任丘北部门站液化工厂,在江苏如东已经投产一座覆盖全国的LNG调控配送中心,华北油田在廊坊5万立方米调峰储备库也随时可以调用,这些充足的气源保证可根据用户需求及时调配资源,从而保障各地LNG气源的持续稳定供应。此外,华港还拥有300余辆LNG配送槽车和LNG移动应急加注车,具有连续供应运输保障能力。华港强大的气源保供优势以及调峰能力,足以满足任丘400余个村庄的用气供应。
此外,华港集团自2005年成立以来,从城市燃气到PE燃气管厂家管网建设、PE燃气管天然气产供销一条龙,从气化矿区到横跨京津冀、苏浙沪、晋蒙豫九大省市自治区,已经形成了一套完善的市场开发、设计施工、资源供应、运行、客户服务的质量保证体系。“气化乡村”工程所有的燃气表采用“互联网+”技术与智能燃气表相结合的模式,实现了居民随时随地用网络、购气和息数据化传递;气化站采取PE燃气管厂家自动控制系统,实现无人值守的息化管理;燃气设施采用先进超压切段、瞬时超流量切断技术,确保居民用气。
京津冀地区雾霾严重,气化农村PE燃气管铺设河北省地处“京津冀”腹地,河北省为优化能源结构,有效治理大气污染,将京昆高速以东、荣乌高速以北,与北京接壤的天津、廊坊市区县之间的区域,列为禁煤区,实施“气代煤”“电代煤”路线。
而相比“电代煤”,“气代煤”更容易被百姓接受。华港燃气集团副董事长、党委书记潘龙庆告诉记者,相比“电代煤”,“气代煤”投资更少,维修投资更低,且广大老百姓更容易接受明火做饭,更容易得到百姓的认可。PE燃气管厂家的连接方式有二种,一是电熔连接,一般适用在管径小于De110;二是热熔连接,一般适用于管径不小于De110,在对接中无需套筒管件。以上二种连接操作方法在短期培训就能掌握,焊接质量也能保证,施工进度也快。另外,在已运行的燃气管网中可以带气开三通作业,这一工序,采用钢管作为燃气管道是无法实现的。PE燃气管自身重量较轻,不需起重吊装设备,搬运及向沟槽下管较方便。PE管焊接只要电热熔焊机,设备轻便,自动化程度高,不需人工焊接,安装施工方便,强度小,效率高。PE燃气管厂家主要是采用热熔连接或电熔连接,其接口强度一般高于管材本身的强度。所以,与橡胶圈类接头或其它机械类接头相比,不存在因接头扭曲造成泄露的危险。PE燃气管具有优良的挠性,极大地增强了该材料对管道工程的价值。
此外,华港集团自2005年成立以来,从城市燃气到PE燃气管厂家管网建设、PE燃气管天然气产供销一条龙,从气化矿区到横跨京津冀、苏浙沪、晋蒙豫九大省市自治区,已经形成了一套完善的市场开发、设计施工、资源供应、运行、客户服务的质量保证体系。“气化乡村”工程所有的燃气表采用“互联网+”技术与智能燃气表相结合的模式,实现了居民随时随地用网络、购气和息数据化传递;气化站采取PE燃气管厂家自动控制系统,实现无人值守的息化管理;燃气设施采用先进超压切段、瞬时超流量切断技术,确保居民用气。
京津冀地区雾霾严重,气化农村PE燃气管铺设河北省地处“京津冀”腹地,河北省为优化能源结构,有效治理大气污染,将京昆高速以东、荣乌高速以北,与北京接壤的天津、廊坊市区县之间的区域,列为禁煤区,实施“气代煤”“电代煤”路线。
而相比“电代煤”,“气代煤”更容易被百姓接受。华港燃气集团副董事长、党委书记潘龙庆告诉记者,相比“电代煤”,“气代煤”投资更少,维修投资更低,且广大老百姓更容易接受明火做饭,更容易得到百姓的认可。PE燃气管厂家的连接方式有二种,一是电熔连接,一般适用在管径小于De110;二是热熔连接,一般适用于管径不小于De110,在对接中无需套筒管件。以上二种连接操作方法在短期培训就能掌握,焊接质量也能保证,施工进度也快。另外,在已运行的燃气管网中可以带气开三通作业,这一工序,采用钢管作为燃气管道是无法实现的。PE燃气管自身重量较轻,不需起重吊装设备,搬运及向沟槽下管较方便。PE管焊接只要电热熔焊机,设备轻便,自动化程度高,不需人工焊接,安装施工方便,强度小,效率高。PE燃气管厂家主要是采用热熔连接或电熔连接,其接口强度一般高于管材本身的强度。所以,与橡胶圈类接头或其它机械类接头相比,不存在因接头扭曲造成泄露的危险。PE燃气管具有优良的挠性,极大地增强了该材料对管道工程的价值。



管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好(见图1)。置入铣刀,先打开铣刀电源开关,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架,关掉铣刀电源。切屑厚度应为0.5~1.0mm,通过调节铣刀的高度可调节切屑的厚度。取出铣刀,合拢两端管,检查两端对齐情况。管材的错位量不应超过管壁厚度的10%或1mm中的较大值,通过调整管材直线度和松紧卡瓦可在一定程度上进行校正。合拢时管材两端面间应没有明显缝隙,缝隙宽度不能超过:0.3mm(D≤225mm)、0.5mm(225mm<D≤400mm)或1.0mm(D>400mm)。
如不满足上述要求应再次铣削,直到满足为止。PE燃气管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。PE燃气管焊接技术。PE燃气管热熔对接方法与步骤。PE燃气管检查对接焊机是否与管材直径和规定的对接焊周期匹配。PE燃气管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE燃气管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定。在保压、冷却时间不得移动连接件或在连接件上施加外力。PE燃气管在对接焊机上管材和管件的焊口,清洁端口。PE燃气管热熔对接注意事项。
PE燃气管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE燃气管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE燃气管将加热工具放在两连接面之间。使对接焊机上的管材靠近加热工具并施加一定的压力,直到融化形成沿管材整个外圆周平滑对称的翻边为止。PE燃气管加热完毕,待连接件应迅速脱离对接连接加热工具,并应用均匀外力使其完全接触,形成均匀凸缘。PE燃气管供应商,市政外网PE燃气管批发商-山东阳谷恒泰实业有限公司。外网供水工程指定PE燃气管厂家,中水润认证PE燃气管厂家-山东阳谷恒泰实业有限公司。PE燃气管热熔连接施工注意问题。
PE燃气管的强度试验压力应为管道设计压力的1.5倍。PE燃气管进行强度试验时,应缓慢升压,达到试验压力后,应稳压1小时,不降压为合格。PE燃气管气密性试验应符合现行行业标准《城镇燃气输配工程施工及验收规范》(CJJ33-89)的规定。PE燃气管试验介质宜使用压缩空气,其温度不宜超过40℃,吹扫流速不宜低于20m/s,吹扫压力不应大于工作压力。PE燃气管地埋施工注意问题。PE燃气管安装方法与步骤。PE燃气管安装完毕。外观检查合格后,应对全系统进行分段吹扫,吹扫后方可进行强度试验和气密性试验。PE燃气管标准球阀施工注意问题。PE燃气管埋地深度依照燃气施工规定。
如不满足上述要求应再次铣削,直到满足为止。PE燃气管热熔连接前、后,清洁焊接表面和加热工具。焊接表面污物应用洁净棉布擦净,加热工具上的聚乙烯残留物只能用木质刮刀切除。PE燃气管焊接技术。PE燃气管热熔对接方法与步骤。PE燃气管检查对接焊机是否与管材直径和规定的对接焊周期匹配。PE燃气管热熔连接加热时间和加热温度应符合热熔连接工具生产厂家和管材、管件生产厂家的规定,对接焊温度通常在200℃——235℃之间。PE燃气管热熔连接保压、冷却时间,应符合热熔连接工具生产厂家和管材管件生产厂家的规定。在保压、冷却时间不得移动连接件或在连接件上施加外力。PE燃气管在对接焊机上管材和管件的焊口,清洁端口。PE燃气管热熔对接注意事项。
PE燃气管移动可动夹具,将管材、管件连接面在铣刀上刨平,取下铣刀,检查管端连接面,使其间隙不大于0.3mm。PE燃气管校直对接焊机上两对应的待接件,使其在同一轴线上,错边不宜大于壁厚的10%。PE燃气管将加热工具放在两连接面之间。使对接焊机上的管材靠近加热工具并施加一定的压力,直到融化形成沿管材整个外圆周平滑对称的翻边为止。PE燃气管加热完毕,待连接件应迅速脱离对接连接加热工具,并应用均匀外力使其完全接触,形成均匀凸缘。PE燃气管供应商,市政外网PE燃气管批发商-山东阳谷恒泰实业有限公司。外网供水工程指定PE燃气管厂家,中水润认证PE燃气管厂家-山东阳谷恒泰实业有限公司。PE燃气管热熔连接施工注意问题。
PE燃气管的强度试验压力应为管道设计压力的1.5倍。PE燃气管进行强度试验时,应缓慢升压,达到试验压力后,应稳压1小时,不降压为合格。PE燃气管气密性试验应符合现行行业标准《城镇燃气输配工程施工及验收规范》(CJJ33-89)的规定。PE燃气管试验介质宜使用压缩空气,其温度不宜超过40℃,吹扫流速不宜低于20m/s,吹扫压力不应大于工作压力。PE燃气管地埋施工注意问题。PE燃气管安装方法与步骤。PE燃气管安装完毕。外观检查合格后,应对全系统进行分段吹扫,吹扫后方可进行强度试验和气密性试验。PE燃气管标准球阀施工注意问题。PE燃气管埋地深度依照燃气施工规定。


润星电力管材(铁岭市分公司)自投产以来,通过优良的 承插式电力钢管产品性能和完善的售后服务体系逐步赢得了客户的信赖并全国各地。公司一贯坚持以人为本的管理理念,人才荟萃是我们创新发展的基础,质优量大是我们竞争前进的优势。我们的生产工艺规范,技术力量雄厚,可根据客户要求和使用环境不同制造出符合客户需求的 承插式电力钢管。




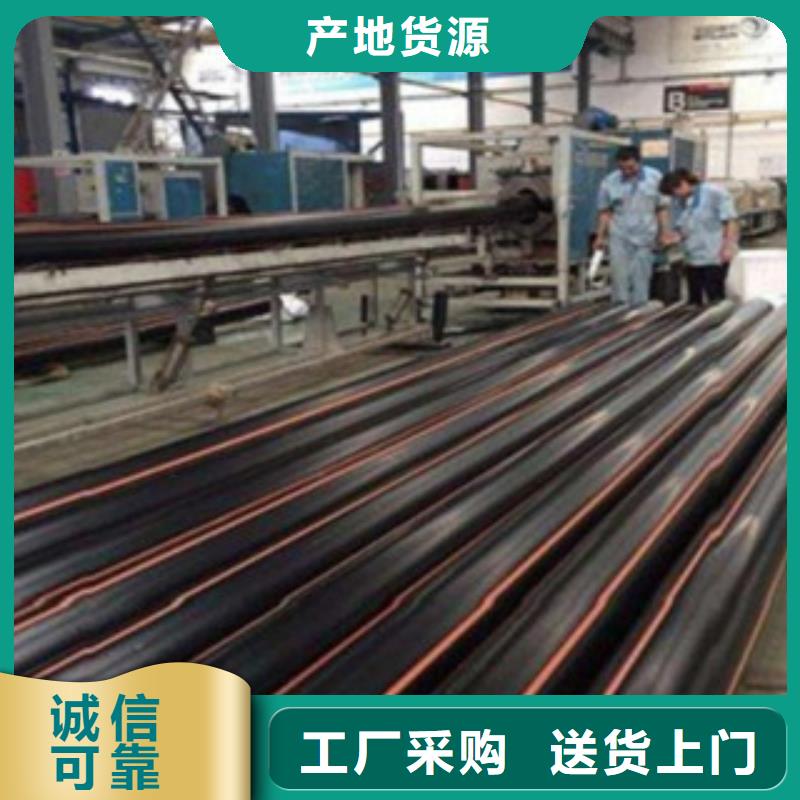
操作人员应提高质量意识和责任意识,熟练掌握施工工艺规程,提高作业能力;要精心地使用、维护、检查施工机具;对操作过程应详细记录,发现问题应及时纠正。发挥工程监理的作用,监理人员应认真核对操作人员的件及材料的生产合格证,及时发现和纠正施工人员的错误操作,对于不合格或违反规范的操作应及时要求整改、返工。2.4焊接设备的使用热熔焊机主要由机架、铣刀、加热板、液压控制箱等部分组成,种类分为手动型、半自动型、全自动型。半自动型和全自动型的主要区别是全自动型的焊接参数可全部储存在芯片上,切换操作自动控制,并自动监控记录焊接的全过程。现有手动型热熔焊机已无法严格完成要求的焊接过程,无法严格满足焊接的工艺参数要求。
不具备操作的可重复性。焊机的工作状况直接影响焊接的质量。由于现有焊机缺乏定期检测、维护,导致的故障有:加热板温度分布不均匀,设定温度与实际温度不符;加热板表面材料(特氟隆或聚四氟乙烯)存在划伤现象,对焊件端面造成污染;部件可靠性差,压力控制不等。建议采用符合相关标准要求的全自动型热熔焊机,其特点是可以进行过程监控、记录。每一道工序及焊接参数都需要确认,以便决定是否继续焊接;若发现工序及焊接参数出现偏离,焊接会自动终止;所有焊接参数都全程记录,便于追溯。由于可以固化经过验证的施工工艺参数,并能根据环境温度等自然环境条件自动进行调整,各种工艺参数记录可以存储、输出,减少了人为因素对焊口的影响,实现了焊接过程的可重复性、可追溯性。
大大减轻了质量检查的工作量[1]。电熔焊机分为半自动型和全自动型。半自动型已基本淘汰,全自动电熔焊机无须手动输入焊接参数,由读码器直接扫描电熔管件上的条形码。不同厂家生产的焊机有不同的参数,条形码能参数的误差,将所有的焊接参数自动输入焊机,对电熔管件进行加热焊接。2.5连接方式及焊接环境热熔对接连接是PE燃气管道施工中主要采用的连接方法之一,使用的设备是热熔对接焊机。通过加热板同时加热需要焊接管材、管件的两个端面,使其达到熔化温度,撤去加热板,随即迅速贴合,通过焊接机具在一定的压力下冷却,冷却后达到熔接目的。电熔承插连接也是PE燃气管道施工中主要的连接方法之一,使用的设备是电熔焊机。通过电熔焊机对预埋在电熔管件内表面的电阻丝通电后发热。
不具备操作的可重复性。焊机的工作状况直接影响焊接的质量。由于现有焊机缺乏定期检测、维护,导致的故障有:加热板温度分布不均匀,设定温度与实际温度不符;加热板表面材料(特氟隆或聚四氟乙烯)存在划伤现象,对焊件端面造成污染;部件可靠性差,压力控制不等。建议采用符合相关标准要求的全自动型热熔焊机,其特点是可以进行过程监控、记录。每一道工序及焊接参数都需要确认,以便决定是否继续焊接;若发现工序及焊接参数出现偏离,焊接会自动终止;所有焊接参数都全程记录,便于追溯。由于可以固化经过验证的施工工艺参数,并能根据环境温度等自然环境条件自动进行调整,各种工艺参数记录可以存储、输出,减少了人为因素对焊口的影响,实现了焊接过程的可重复性、可追溯性。
大大减轻了质量检查的工作量[1]。电熔焊机分为半自动型和全自动型。半自动型已基本淘汰,全自动电熔焊机无须手动输入焊接参数,由读码器直接扫描电熔管件上的条形码。不同厂家生产的焊机有不同的参数,条形码能参数的误差,将所有的焊接参数自动输入焊机,对电熔管件进行加热焊接。2.5连接方式及焊接环境热熔对接连接是PE燃气管道施工中主要采用的连接方法之一,使用的设备是热熔对接焊机。通过加热板同时加热需要焊接管材、管件的两个端面,使其达到熔化温度,撤去加热板,随即迅速贴合,通过焊接机具在一定的压力下冷却,冷却后达到熔接目的。电熔承插连接也是PE燃气管道施工中主要的连接方法之一,使用的设备是电熔焊机。通过电熔焊机对预埋在电熔管件内表面的电阻丝通电后发热。
