





无需繁琐的文字描述,观看我们的视频,让【锯床】钢筋锯床拒绝中间商产品一览无余!
以下是:【锯床】钢筋锯床拒绝中间商的图文介绍

性能闪光点:1.自动控制系统设定锯切全过程的自动程序,亦可选用手动操作。2.设备操作状态,参数设定,操作指示,操作极为简单且效率高。
1.底座
是采用了箱形结构,钢板焊接而成的。在底座中,含有电气按钮控制箱、电气配电板箱、液压油箱、液压泵站以及液压管路等。
2.床身
是采用了铸铁件,一般是固定在底座上,则中间是夹料虎钳和手动送料机构,此外还有工作台等。
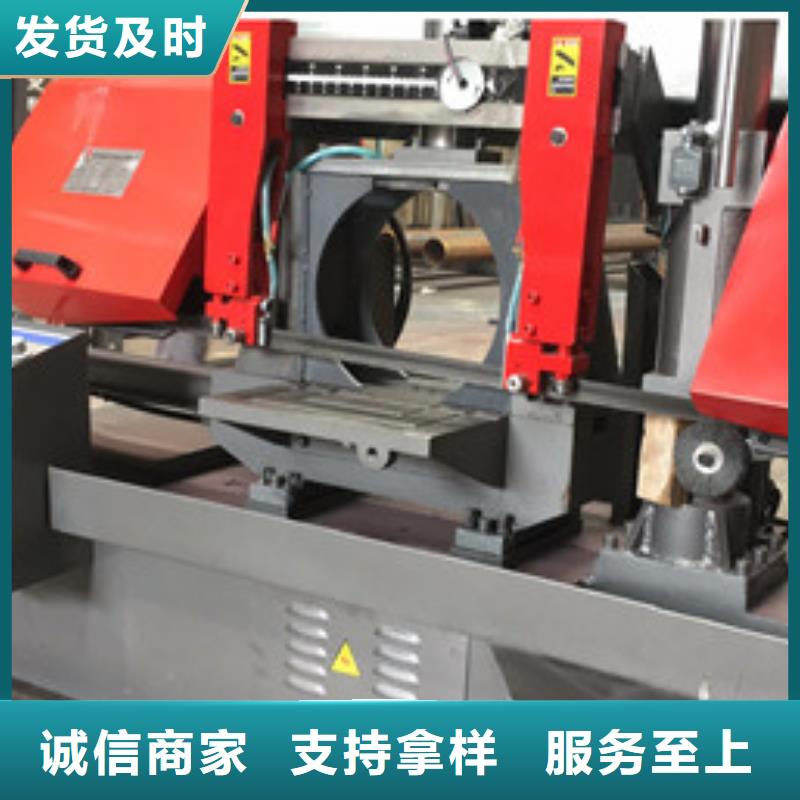
3.锯梁和传动机构
是由厚钢板切割而成的,因此具有很好的刚性,其中含有蜗轮箱、被动轮以及锯条张紧装置等,且锯条的运转速度,一共分为三档。
4.锯条导向装置
主要是由导向臂和导向头所组成的,此外还有导向轮和导向块等,以保证锯条的切削精度,从而能够减少振动。
5.张紧装置
主要是由滑板座、滑板、丝杆等组成的,顺时针是张紧锯条,逆时针则是松开锯条。
1.底座
是采用了箱形结构,钢板焊接而成的。在底座中,含有电气按钮控制箱、电气配电板箱、液压油箱、液压泵站以及液压管路等。
2.床身
是采用了铸铁件,一般是固定在底座上,则中间是夹料虎钳和手动送料机构,此外还有工作台等。
3.锯梁和传动机构
是由厚钢板切割而成的,因此具有很好的刚性,其中含有蜗轮箱、被动轮以及锯条张紧装置等,且锯条的运转速度,一共分为三档。
4.锯条导向装置
主要是由导向臂和导向头所组成的,此外还有导向轮和导向块等,以保证锯条的切削精度,从而能够减少振动。
5.张紧装置
主要是由滑板座、滑板、丝杆等组成的,顺时针是张紧锯条,逆时针则是松开锯条。


人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。
机械传动送料
通过电机、减速机,链轮、链条带动送料辊旋转,操作送料、退料按钮将工件送到带锯床锯条锯切位置。这种方式适用于大规格棒料或板材,精度要求不高,不需要大批量生产的材料。
带锯床自动送料
自动送料机指能自动的按规定要求和既定程序进行运作,人只需要确定控制的要求和程序,不用直接操作的送料机构。即把物品从一个位置送到另一个位置,期间过程不需人为的干预即可自动准确的完成的机构。一般具有检测装置,送料装置等。主要用于各种材料和工业产品半产品的输送,也能配合下道工序使生产自动化。



本公司坐落于石象镇工业园,建贸机械设备(唐山市分公司)是一家生产 钢筋弯曲中心的专业厂家,公司具有雄厚的技术力量,先进的检测设备,不断优化企业管理,以市场需求为导向,科技进步为动力,积j i吸取同行业的先进经验,广泛征求用户意见,取得用户的亲睐和质检部门认可。 希望各行各业的朋友、领导光临指导,本公司将为广大客户提供更完美优质的服务。
公司秉承以质量求生存,以服务谋发展的宗旨和诚信、务实、创新、奋进的理念欢迎广大新老客户前来技术交流与合作。



。
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块
系统控制改造伺服系统的闭环位置控制是容易的。普通电磁阀只有“通”,“断”两种状态,并且具有电磁机械滞后。液压油的温度及压力变化影响到送料滑台的,因此采用传统的控制理论进行处理困难。为使到达目标位置前关闭送料油缸液给,使送料油缸停止时刚好在目标位置,是问题的关键。
对于普通带锯床而言,由于压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改变普通带锯床下料长度时,由于需送料长度标尺,操作也繁琐。
锯条性能的差异,好对锯条的速度和锯削速度能实时自动。比如,当锯条弯曲达到系统的一定阀域值时,系统就速度自适应或关闭进给。这需要在原有普通带锯床的基础作较大的改动,如改变原有的液压单元,锯条弯曲器等。在原普通锯装配光栅尺进行位置测量,原液压系统不变。控制系统功能设计,包括料仓,储料管理检索,锯件分类管理,锯条弯曲,材料压紧,锯条速度,锯削进给速度的自适应控制等。由于锯削的材料为了能同时不改变原液压系统的要求,系统了基于普通电磁阀的位置控制模块



