

想要更直观地了解【PE燃气管】MPP顶管从源头保证品质产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:【PE燃气管】MPP顶管从源头保证品质的图文介绍
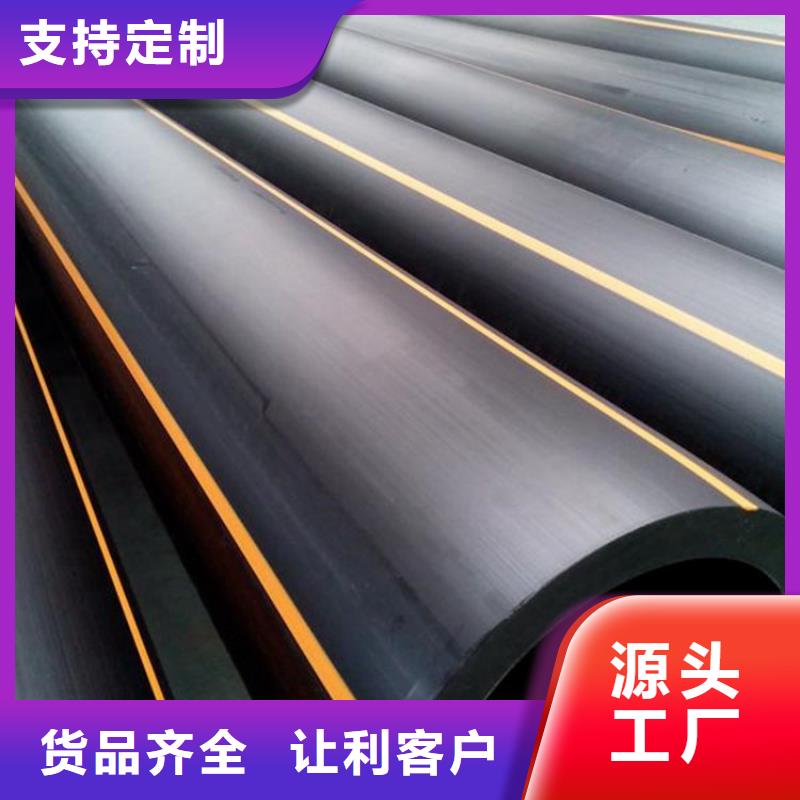
PE燃气管是按照GB/T15558.1-2015和G5+PE001.1-2008的标准要求进行生产的。PE燃气管的连接方式主要有:热熔对接、电熔连接、钢塑过渡接头连接、法兰连接等。PE燃气管材和管件的直径≥90mm,采用热熔对接或者电熔连接方法;直径≤90mm,采用电熔连接;若是与金属或其它材质的管道连接通常采用钢塑过渡接头连接或者法兰连接。PE燃气管热熔对接的操作步骤:1、调试对接焊机,把待接管材放置于焊机夹具上并夹紧;2、用刨刀铣削连接端面并清洁管材待接面,然后校直对接件,其错位量不要大于管材壁厚的10%;3、当加热板的温度达到设定温度时,把管材放入加热板中进行加热;4、PE燃气管加热完成后,在取出加热板快速启动油汞压力,使两管材加热面迅速结合,然后升压至熔接压力保压冷却。5、待冷却到规定时间后,把夹具打开,把管材从焊机上移开,连接就完成了。



PE燃气管热熔连接:热熔连接前后,连接工具加热板的两个加热面上的污物应用洁净纱布擦净,以防影响热效率和接头质量。连接时的加热时间、加热温度、保压压力、冷却时间应符合管材、管件生产厂家的规定,保压冷却期间不得移动和施加外力,否则会使还没有达到***大耐压强度的接头不能形成均匀的凸缘,影响接头均匀受压。对接两端要销铣,使两端面的垂直接合良好,保证不错边。否则接触面积减少,强度减弱。PE燃气管电熔连接:电熔连接时应保证电熔工具连接正确,通电电流、通电时间的设置应符合电熔配件要求。电熔承插面要求洁净,销铣两端面垂直接合要好,用刀刮除电熔面的氧化层,并使电熔面打毛,增加接触面。管道插入前要标志好插入长度位置,保证足够长度,保证电熔连接面积,增强连接接头的质量。



润星电力管材(商洛市分公司)主要经营 MPP穿越顶管等产品,业务遍及全国各个省市,是国内 MPP穿越顶管企业主要供货商!我司成立以来一直致力于 MPP穿越顶管产品的市场开发与经营,公司凭借“、、诚信、优质”的企业经营宗旨,在业内树立了良好的信誉。在保证产品质量的前提下快速将货物送到客户厂内、保证货物的同时也提高了客户生产进度。公司信誉至上保证客户无后顾之忧、品种丰富保证客户产品的需要。公司将秉承“诚信为本、共利同赢”的经营理念,愿与广大客户通力合作,共同发展,实现共赢!



