

为了让您更地了解我们的57声测管注浆管生产厂家,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:57声测管注浆管生产厂家的图文介绍


液压钳的技术参数1.电力电缆导线用,油压式压铜、铝接线端子与连接管;2.采用六角型模具、压接紧密导电良好,注浆管不容易脱落与导热;3.二段速高、低压,进油迅速操作容易回油方便,采用旋转式压挤方式迅速回油;4.当压力到达700kg/CM?(12TON)时所设计安注浆管全卸压装置会有“咔嚓;声警告操作者,停止动作;5.注浆管玻璃纤维操作绝缘棒,可耐电压20Kv,持续分钟;6.压接头部可以做180°的旋转;7.体外压力调压阀,毋需整体结构拆除;8.包装方式采用美观实用的一注浆管体成型塑胶材料盒;9.注浆管标准配模九组:50、70、95、120、150、185、240、300、400,其他模具可外加如16、25、35。10.大吨位液压钳叫做分体式液压钳,国际通用称呼为 ,带泵浦(手动泵,脚踏泵,电动液压泵都可)配套使用。



日升昌钢管声测管厂家(秦皇岛市分公司)不断创新的企业文化培养了一支的员工队伍,“精益求精、改善永无止境”的经营理念不断在企业的经营活动中得到。公司在追求精益求精的过程中,不断完善自我、树立品牌形象,在企业持续发展的过程中与客户精诚合作,竭诚为新老用户提供具优质的 灌注桩声测管产品及服务,为顾客创造价值,为社会进步做出贡献。



厂家加工制作钢花管的程序是比较多的,而且钢花管的类型也是有很多的,在进行制作钢花管的时候需要用到关键的一步就是钢花管的焊接。钢花管在焊接的时候要注意的问题也是比较多的,一般焊接的时候要注意以下几点,才能够保证钢花管的质量和效率的不断地注浆管进行。打底选用H08CrMoVA焊丝,填充选用R317焊条。钢花管材料信息条注浆管件切段钢管制作焊条比较靠适合气焊。知道钢管材质才能选择注浆管焊条或钢管牌号帮电弧焊连接管道放划线基础按矫管材、同城切割料、同城坡口、同城组、同城焊接、同城清理焊渣等工序进行施工坡口加工及清理。当Ceq>0.4时,焊接接头淬硬倾向大,可能出现裂纹。而本次15Cr1MoVG的碳当量值为0.515,注浆管可知15Cr1MoVG钢的裂纹敏感性大,再加上焊缝的拘束应力大,从而使焊接性变差,所以为保证焊接质量,必须采取严格的焊接参数,适当的焊前预热以及焊后热处理等工艺措施。钢花管控制钢花管淬火时的弯曲度,可从以下几个方面进行:(1)采用先外喷后内喷的分步冷却工艺。由于钢花管的内喷水是从钢花管的一端流向另外一端,钢花管在两端的冷却速度不同,从而导致钢花管弯注浆管曲。故可采用先进行外喷水冷却,使得钢花管表层首先发生组织转变,再用内喷水进行冷却的方法,避免钢花管弯曲畸变,内喷水比外喷嘴的延时时间可采用2 ~10s。(2)减少钢花管在旋转轮上的悬出端长度。通过合理的旋转轮布局及钢花管长度控制,将钢花管端部悬出量控制在≤600 mm,可有效减小淬火时的离心力,降低钢花管管端弯曲度。



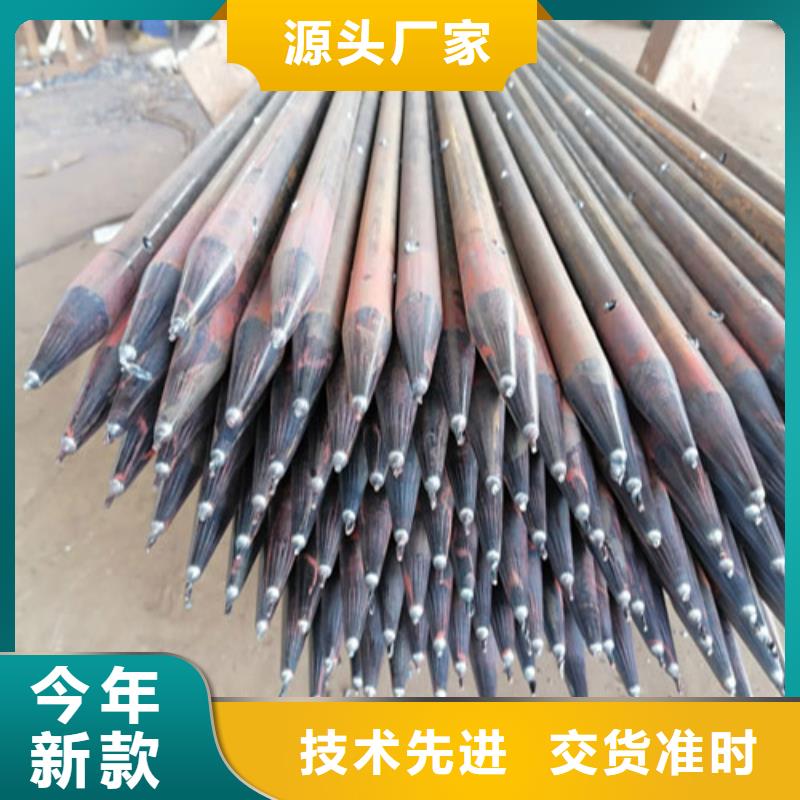
注浆管注浆过程中注浆不饱满原因分析分析原因:(1)浆液凝固收缩过快,钢管注浆过程中形成空洞。(2)注浆时,钢管内空气堵塞。解决方法:钢管注浆前,在注浆口增设排气孔;注浆过程中,调节注浆压力达到适合压力,水泥浆水注浆管加入适量缓凝剂,保证水泥浆注入钢管后,有足够时间分散。在注浆过程中,若发现注浆出现不够理想,可在同步注浆结束后,采用二次注浆,弥补次的缺陷,二次注浆一般是劈裂注浆,开口压力较大,能够形成纺锤状固结体,增加钢管强度



桩基注浆管检测时主要考虑两方面的规范内容。混凝土灌注桩检测规范依据的是:《建筑地基基础工程施工质量验收规范》(GB50202-2002)和《建筑桩基检测技术规范》(JGJ106-2003)中的相关要求。检测内容、本地要求:1、本地单桩承载力桩基注浆管厂家序号 方法 混凝土检测介绍1 大应变动测与静载成果的对比律定曲线2 堆载直接法适用于小吨位桩使用百分表等仪器测量下沉变形的方法;3 满载千斤顶法适用于大吨位桩,是先在承载架上堆满试验荷载,靠油压千斤顶分级施加荷载,反作用于桩顶所使用仪器测量同上;4 杠杆千斤顶法适用于中小吨位桩,是用杠杆桁架传力、本地千斤顶反作用于桩顶来完成试验的方法;2、本地混凝土桩身完整性抽检桩基验收检测方案为超声波透射法检测分别为:通过桩基注浆管超声波透射法检测,低应变反射波法检测,钻孔取芯完整性检测,钻孔电视检测。3、本地混凝土桩身质量检验主要使用的方法为:射线散射、本地声测、本地激振等无损检验技术。其中混凝土注浆管技术的使用是现今被认可的。
