



以下是不锈钢复合管-
景观护栏厂家的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
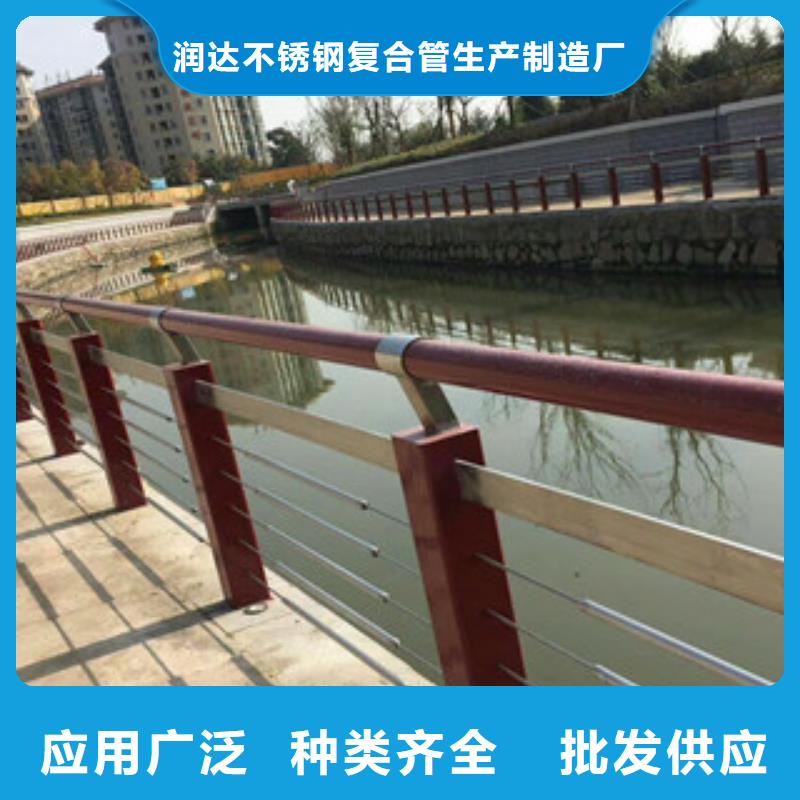
以下是:青海不锈钢复合管-
景观护栏厂家的图文介绍

润达不锈钢复合管生产制造厂家(青海省分公司)秉承“信誉至上,一丝不苟,精益求精”的经营理念,及时掌握用户的信息和要求,及时跟踪 桥梁景观栏杆产品使用情况,为用户提供真诚服务,把优良的 桥梁景观栏杆产品提供给广大客户。
润达不锈钢复合管生产制造厂家(青海省分公司)遵循诚信经营,货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的 桥梁景观栏杆产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。


不锈钢复合管复合管在储存时必须与腐蚀性化学品一起使用。如果泄漏,会对不锈钢复合管复合管造成侵蚀和损坏。不锈钢复合管在储存期间也应长时间浸入水中。不锈钢复合管的腐蚀速度很慢,但如果时间和水仍然影响质量。通风的目的是避免不锈钢复合管复合管内的空气,如果能够及时通风,可以排出水分。当然,在下雨的时候,你应该尽量防止下雨。不锈钢复合管本身具有高强度,因此通常是堆叠的。但是,在放置代码时我们必须遵循某些原则。否则,可能会导致钢管损坏或使用时造成不便。编码不锈钢复合管复合管的 原理是稳定性和性。应保护不锈钢复合管复合管的下侧。 铺设由木材制成的底座,以避免钢管直接在地面上。除了保护钢管外,还可以防止下钢管变形,防止在地面积聚。水腐蚀钢管。不锈钢复合管复合管的高度不宜过高,否则容易发生危险,容易在下钢管上形成较大的压力,从而引起变形。



和其它管件一样,不锈钢复合管也有自己的应用标准和规范。首先我们来认识下不锈钢复合管的一些情况。不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗 腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 符合 节能及普及的原则。不锈钢复合管于2002年 标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。不锈钢复合管标准规定了不锈钢复合管的分类、代号、尺寸、外形、质量及允许偏差、技术要求、试验方法和包装贮存等方面的要求。


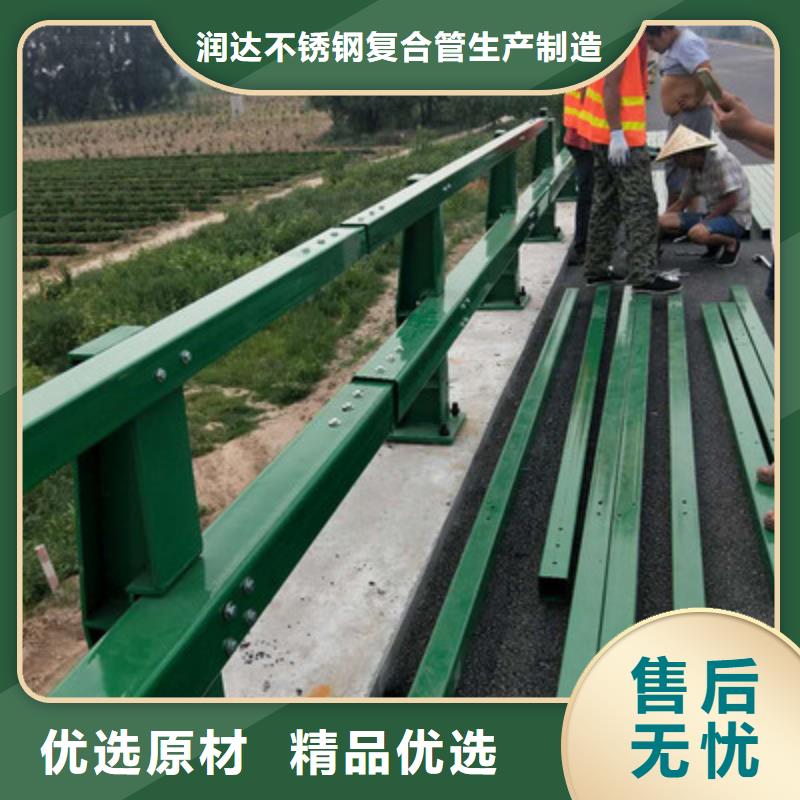
不锈钢复合管护栏焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm
2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。

