



异型管热镀锌方管工艺层层把关的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:异型管热镀锌方管工艺层层把关的图文介绍


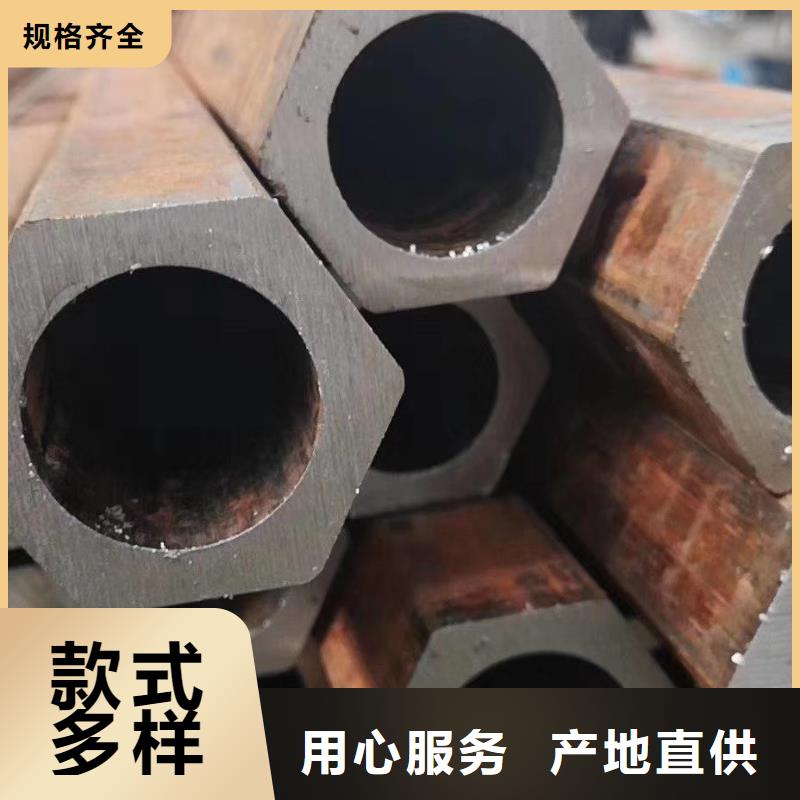
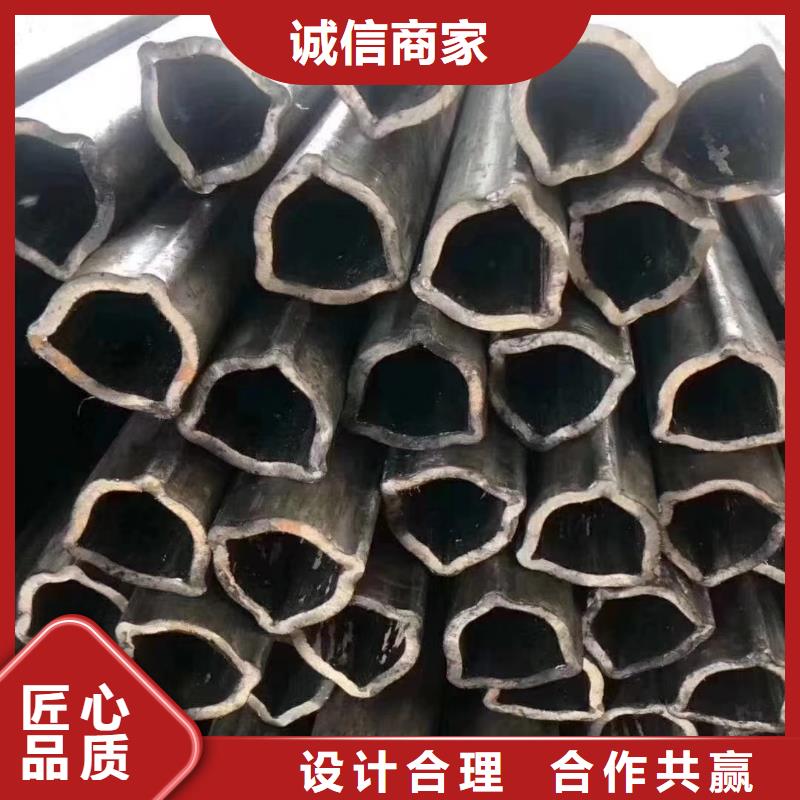
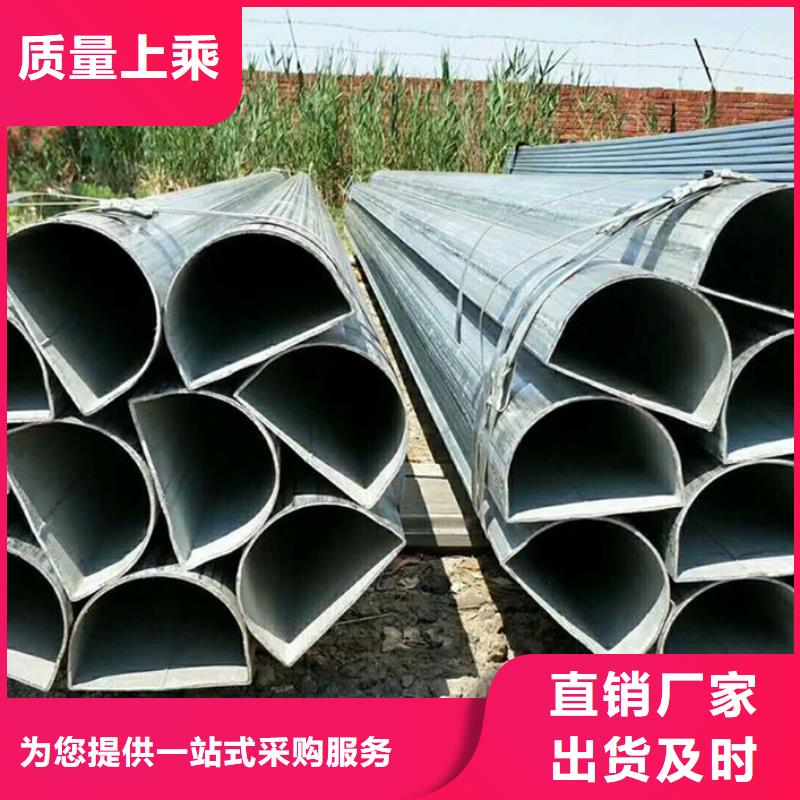
山东青岛异型管、椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、不锈钢花纹管、不锈钢U型钢管、D型管、
不锈钢弯管、S型管弯管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、
双凸形异型钢管、双凹形异型钢 不锈钢存水弯管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管、六角管、
八角管、十二角无缝管,无缝方管、矩形无缝钢管、椭圆管、D型管、半圆管、拱形管、三角形管等各种异形无缝钢管等。
生产山东青岛异型管所用的坯料,叫做管坯,合格的管坯是异型管生产的先决条件。由于斜轧穿孔的变形特点,对管坯质量(尤其是表面质量)提出了以下严格的技术要求:
山东青岛异型管径过大或椭圆度过大,会使异型管穿孔时咬入条件变坏,还会因管坯直径压缩量过大而促使内折的发生;



乐道精密钢管厂家(青岛市分公司)秉承“精于设计,工于制造”理念,持续不断的进行 凹型管产品研发,创新。提供非标准定制服务,可根据您的实际需求设计加工,量身定制。 具备完整的 凹型管制造加工能力,确保 凹型管产品即时规模生产、交货准时。



山东青岛异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
山东青岛异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
山东青岛异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
山东青岛异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
山东青岛异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
山东青岛异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
山东青岛异型管焊嘴与异型管间的距离以15-25mm为宜。



当然在山东青岛异型管生产厂家的品牌表现上面,也是要让他们有自己的实力的,没有技术和设备上面的实力,他们在产品上面自然就不能让他们达到 的质量,而在这个时候,自然就不能让他们在产品上面,能表现出 的优势,所以在这一点上面,也是用户在本身的使用时,能让自己来进行注意的,有些小厂家,因为没有 的实力,想让自己在品牌性上面提高,也是不可能的。
首先山东青岛异型管厂家是专业生产各种异型钢管、无缝方管、异型不锈钢管、矩形管、八角管、大口径厚壁异型管、异型管及扇形管等的大型企业,我们目前拥有国内领先的大型冷弯空心型钢生产线、纵剪生产线一条。可以为客户定做各类异型管、非标异型管、八角钢管、椭圆钢管及锥形钢管,产品广泛应用于钢结构、机械制造及电力等多个行业。

