


联系我们

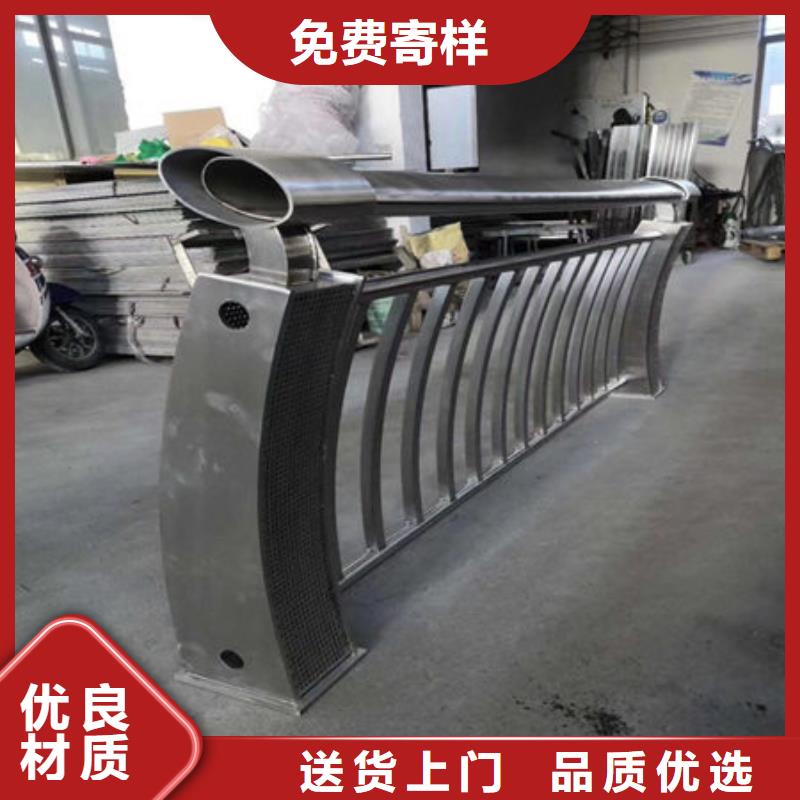
【桥梁护栏】防撞护栏N年生产经验
更新时间:2025-06-09 04:12:02 ip归属地:莆田,天气:阴转多云,温度:25-32 浏览次数:8 公司名称: 华尔新材料科技(莆田市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 470 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 聚晟 |
| 可定制 | 是 |
| 范围 | 【桥梁护栏】防撞护栏供应范围覆盖福建省 福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市 城厢区、涵江区、荔城区、秀屿区、仙游县等区域。 |





华尔新材料科技(莆田市分公司)在激烈竞争的商海中,始终坚持以客户为中心,以 护栏质量为重点、人才为保证、效益为根本的经营理念,坚持扎扎实实、脚踏实地为 护栏客户服务,为社会发展着想的宗旨。无论是现在还是将来,我们都将始终不渝地遵循这一宗旨。我们真诚的希望与国内外广大 护栏用户建立长期、友好的战略合作伙伴关系,互惠互利,共图发展!


不锈钢复合管护栏的另类应用
不锈钢复合管护栏以其优良的材质特性,使其在应用过程中耐磨损,抗锈蚀性的优良特点给了人们很深的印象,其实这种管件不但适用于建筑领域在我们的日常生活当中也是非常常见,只是我们没有发现而已。
外不锈钢复合管护栏车把,涉及自行车和摩托车,特别是自行车和摩托车的车把,旨在解决已有车把表面存在外表镀层或涂漆层的耐候性差、容易脱落,使用寿命短、制造时污染环境的问题。
钢厂资金紧张的情况并未有好转;因下游终端需求不足,钢厂在高位生产后导致内部库存滞留量较大;为刺激下游及代理商拿货,让利市场依然是其主要操作,让利和内部库存占压资金,加上银行贷款门槛提高、对中小钢厂加大抽贷力度,导致钢厂正常的经营资金偏紧成为常态化。多数钢厂大幅降低原料库存周期,使得316不锈钢管等原料市场交易氛围十分清淡,极大的限制原料消费及成本的回升空间。由于生产技术的提高,不锈钢复合管护栏自给率开始有了明显的,同时还伴有大量的产品出口,进口量迅速下滑。据统计,我国在2006的不锈钢粗钢产量是561万吨,产量十分的巨大这导致了中国成为生产国和消费国。可以毫不夸张的说,国内的不锈钢产能早已占全球不锈钢产能的四分之一,在根本上改变了世界不锈钢产业的格局。



一、浸渍法。
不锈钢复合管护栏、弯头、小件等适用该法.且处理效果好。因为处理件可充分浸泡在酸洗钝化液中,表面反应完全、钝化成膜致密均匀。该法适合连续批量作业,但需随溶液反应浓度降低而不断补充新液。
二、膏剂法。
不锈钢复合管护栏酸洗钝化膏目前已在国内广泛使用并有系列产品供应,主要成分由硝酸、 、缓蚀剂、粘稠剂等按一定比例组成,《不锈钢复合管护栏酸洗钝化膏》有具体的检验规则,手工操作,适合现场施工,对不锈钢复合管护栏焊缝处理、扶梯背面及大面积的涂抹钝化都适用。
三、喷淋法。
适合于场地固定,封闭环境的单一产品或内部结构简单的设备酸洗钝化,如不锈钢复合管护栏生产线上的喷淋酸洗工序,对不锈钢复合管护栏,其优点是连续操作速度快,操作方式简单,对工人腐蚀影响小,溶液利用率较高。这种方法限制条件比较多。


护栏使用不锈钢管和不锈钢复合管的区别 ?
不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢
无异。
不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生绣,不锈钢材质又分好几种200,201
,300,301,304等,市场上一般为301材质,304 的效果好,其次301。
焊接性。
产品用途的不同对焊接性能的要求也各不相同。一类餐具对焊接性能一般不做要求,甚至包括部分锅类企业。但
是绝大多数产品都需要原料焊接性能好,象二类餐具、保温杯、钢管、热水器、饮水机等。
耐腐蚀性
绝大多数不锈钢制品要求耐腐蚀性能好,不锈钢管象一、二类餐具、厨具、热水器、饮水机等,有些国外商人对
产品还做耐腐蚀性能试验:用NACL水溶液加温到沸腾,一段时间后倒掉溶液,洗净烘干,称重量损失,来确定受腐
蚀程度(注意:产品抛光时,因砂布或砂纸中含有Fe的成分,会导致测试时表面出现锈斑)
抛光性能(BQ性)
目前不锈钢制品在生产时一般都经过抛光这一工序,只有少数制品如热水器、饮水机内胆等不需要抛光。因此这
就要求原料的抛光性能很好。影响抛光性能的因素主要有以下几点:
①原料表面缺陷。如划伤、麻点、过酸洗等。
②不锈钢复合管原料材质问题。硬度太低,抛光时就不易抛亮(BQ性不好),而且硬度太低,在深拉伸时表面
易出现桔皮现象,从而影响BQ性。硬度高的BQ性相对就好。



1、预埋底板
装置预埋件(后加埋件)护栏预埋件的装置只能选用后加埋件做法,其做法是选用膨胀螺栓与钢板来制造后置连接件,先在土建底层上放线,断定立柱固定点的方位,然后在地面上用冲击钻钻孔,再装置膨胀螺栓,螺栓保持满足的长度,在螺栓定位今后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述办法。
2、放线
在加埋件施工的时候,或许发作差错,所以在立柱装置之前,应从头放线,以断定埋板方位与焊接立杆的准确性,如有偏差,及时修正。
3、焊接立柱
装置立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。
4、焊接面管,玻璃连接件
扶手与立柱在装置前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊装置,相邻扶手装置对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。
5、抛光打磨
全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。
6、装置玻璃
镶配有机玻璃,玻璃等栏板,护栏玻璃类型、厚度应符合规划要求,并应运用厚度不小于12mm的钢化玻璃。
