您的位置>首页 >宁波本地热动态 >
网架支座球型(形)钢支座规格齐全实力厂家
更新时间: 2025-05-30 01:42:07 ip归属地:宁波,天气:阴转晴,温度:15-25 浏览次数:3
以下是:网架支座球型(形)钢支座规格齐全实力厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 厂家 | 上沅 |
|---|
| 规格 | 规格齐全 |
|---|
| 型号 | 多种 |
|---|
| 产地 | 河北 |
|---|
| 材质 | Q345C |
|---|
| 颜色 | 灰色 |
|---|
| 加工方式 | 机加工 |
|---|
以下是:网架支座球型(形)钢支座规格齐全实力厂家的图文视频
导读 网架支座球型(形)钢支座规格齐全实力厂家_上沅工程技术(宁波市分公司),固定电话:【15531817391】,移动电话:【0318-2053171】,联系人:张先生,龙熙顺景A区3号楼 发货到 浙江省 杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 海曙区、江东区、北仓区、镇海区、鄞州区、象山县、宁海县、余姚县、慈溪县、奉化区。 浙江省,宁波市 宁波市全境地势西南高,东北低,以平原丘陵为主,属亚热带季风气候,温和湿润,四季分明。宁波市是典型的江南水乡兼海港城市,是中国大运河南端出海口、“海上丝绸之路”东方始发港、中国制造2025试点示范城市。宁波舟山位列2023年全球航运中心城市综合实力第9名;宁波舟山港是全球第三大集装箱港,年货物吞吐量位居世界首位。
文字再美,也抵不过视频中的网架支座球型(形)钢支座规格齐全实力厂家产品真实呈现,赶快点击观看吧!
以下是:网架支座球型(形)钢支座规格齐全实力厂家的图文介绍
多年来,上沅工程技术(宁波市分公司)始终坚持 万向转动支座产品质量的高标准和严要求,按照价实求生存、质量求发展的企业原则,重合同、守信用、讲诚信,结合先进的工艺技术和测试手段,求精求益求质量,赢得了许多的 万向转动支座回头客,深得各界的信赖和支持.
钢支座规格齐全实力厂家")
钢支座规格齐全实力厂家")
钢支座规格齐全实力厂家")
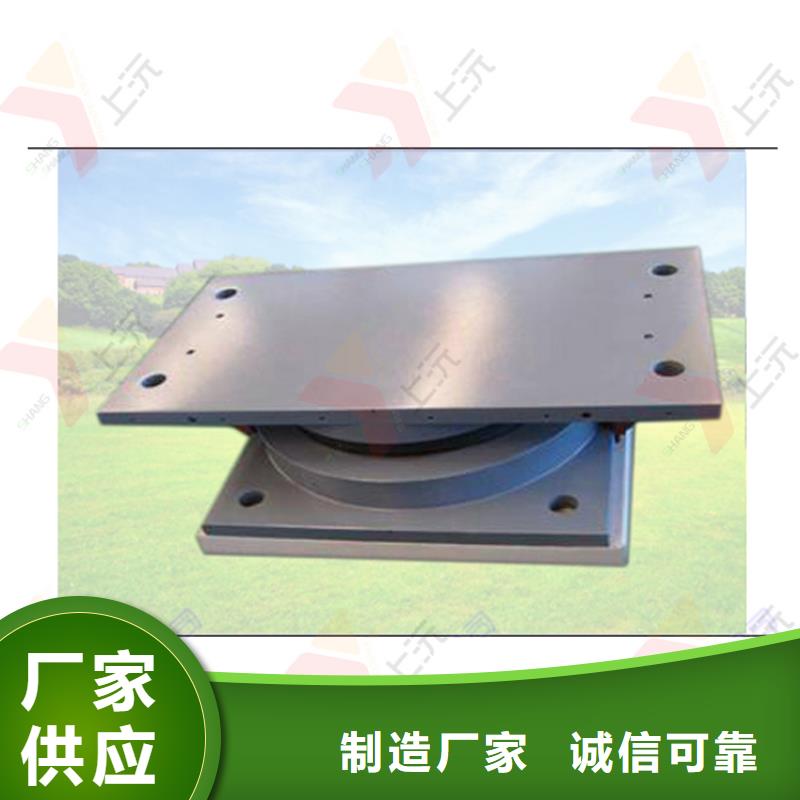
支座(网架钢支座)的主要技术性能:
1、可承受竖向载荷;
2、具有抗竖向拉力的性能,保证竖向*震时上下结构不脱节;
3、具有抗水平力的性能,保证水平*震时不落梁;
4、可适应径向、环向的位移要求;
5、可适应任意方向的转角要求;
6、支座具用良好的减震性能;
7、支座整体性能好;
8、支座通过球面传力,不出现力的缩颈现象,作用在上、下结构的反力比较均匀;
钢支座规格齐全实力厂家")
钢支座规格齐全实力厂家")
钢支座规格齐全实力厂家")
支座施工钢网架平面安装:
1)放球:将己验收的焊接球,按规格、编号放入安装节点内同时应将球调整好受力方向与位置。一般将球水平中心线的环形焊缝置于赤道方向。有肋的一边在下弦球的上半:
2)放置杆件:将备好的杆件,按规定的规格布置钢管杆件放置杆件前,应检查杆件的规格、尺寸,以及坡口、焊缝间隙将杆件放置在二个球之间,调整间隙,点固。
3)平面网架的拼装应从中心线开始,逐步向四周展开,先组成封闭四方网格,控制好尺寸后,再拼四周网格,不断扩大。注意应控制累积误差,一般网格以负公差为宜。
4)平面网架焊接,焊接前应编制好焊接工艺和网接顺序,防止平面网架变形。
5)平面网架焊接应按焊接工艺规定,从钢管下侧中心线左边20—30mm处引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。
6)球管焊接应采用斜锯齿形运条手法进行焊接,防止咬肉。
7)焊接运条到圆管上侧中心线后,继续向前焊20-30mm处收弧。
8)焊接完成半圆后,重新从钢管下侧中心线右边20-30mm处反向起弧,向左焊接,与上述工艺相同,到顶部中心线后继续向前焊接,填满弧坑,焊缝搭接平稳,以保证焊缝质量。
钢支座规格齐全实力厂家")
钢支座规格齐全实力厂家")
钢支座规格齐全实力厂家")
总结 选购网架支座球型(形)钢支座规格齐全实力厂家来浙江省宁波市找上沅工程技术(宁波市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张先生-【15531817391】,地址:[龙熙顺景A区3号楼]。