




不要犹豫,点击播放我们的不锈钢护栏【市政护栏】安装简单产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
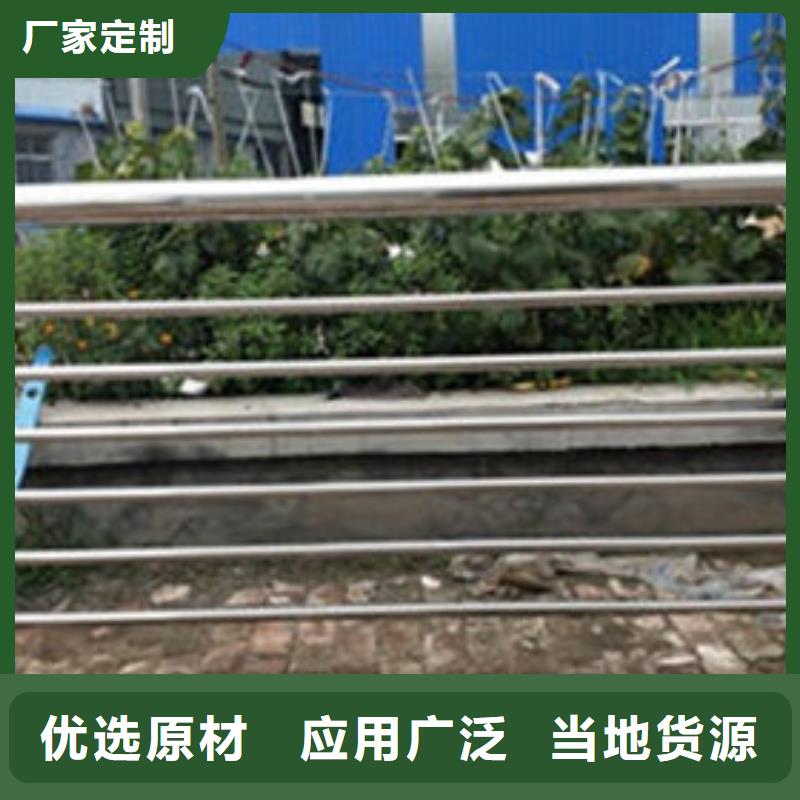
以下是:不锈钢护栏【市政护栏】安装简单的图文介绍

每天国内有大量的铁艺护栏因为而导致了腐蚀。要定期做好除此工作,户外尘埃飞扬,随着时间的推移,上面的灰尘也越来越多,并且时间一长也会影响到它的色泽,因此一定要做好定期的除灰工作。以上介绍的是铁艺护栏的保养工作,希望大家有所了解,更多信息请登录。 下面为大家介绍一下安装不锈钢复合管护栏的注意事项:不锈钢复合管护栏安装后要对栏杆安置净高度量尺核查,应切合 性范例要求和计划要求。核对已封存样板,对扶手、杆件、配件等进行仔细检查。质料型 、尺寸、花纹切合计划要求,不锈钢复合管型材外貌干净,无划痕、碰伤、无锈蚀。 杆件无弯曲征象,对安置牢固程度进行检查,无松动、摇晃征象。不锈钢复合管百叶、栏杆的附件安置位置要,齐全牢固,包管利用成果要求,安置质量必须切合计划要求。安置完成后包装纸不能马上拆除,应在全部建筑活动完成后拆除。 为了交通,各式各样的交通护栏出现在市场上,提供了良好的保障为城市建设,当人美观效果也增强了。为了使交通护栏的使用寿命延长,和保养工作一定要定期进行。下面跟大家说说交通护栏如何。首先,交通护栏的它的防潮性和使用寿命有一定的关系。


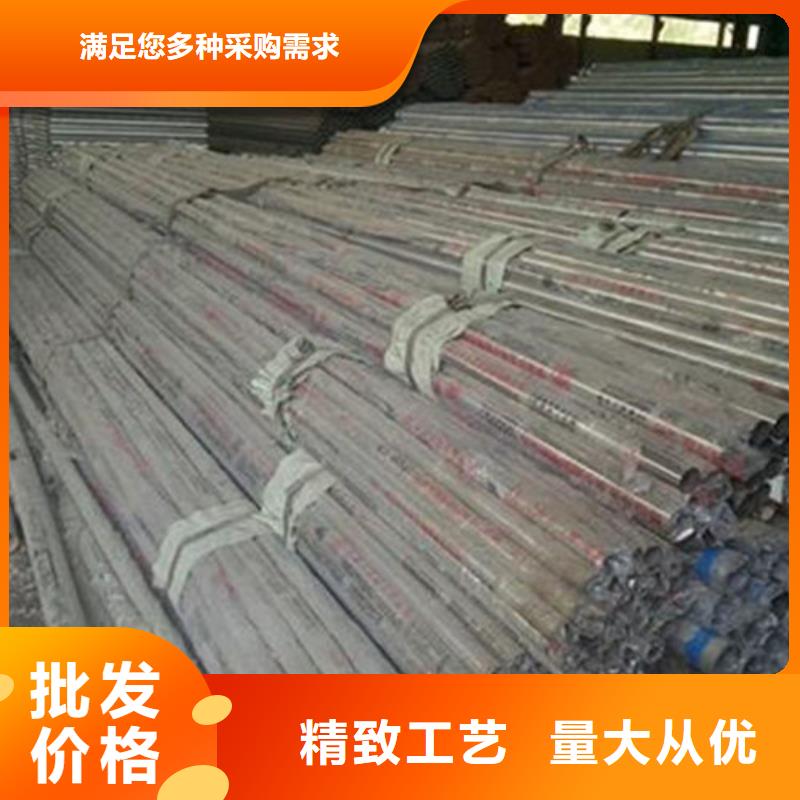
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



几年来公司坚持优良的 桥梁景观栏杆品质,稳定的性能,合理的价格,完善的服务,诚信的经营,产品畅销全国29个省自治区,并在各主要城市设立了区域销售部,形成了健全的销售网络。 汇星达不锈钢制品有限公司(南阳分公司)秉承、理性、持续发展的战略思想、坚持求实进取,团结奉献的创业精神。以高质量的 桥梁景观栏杆产品赢得客户,服务社会,用我们的智慧和激情去描绘宏伟蓝图。



因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。



