




数控钢筋套丝打磨生产线现货报价产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
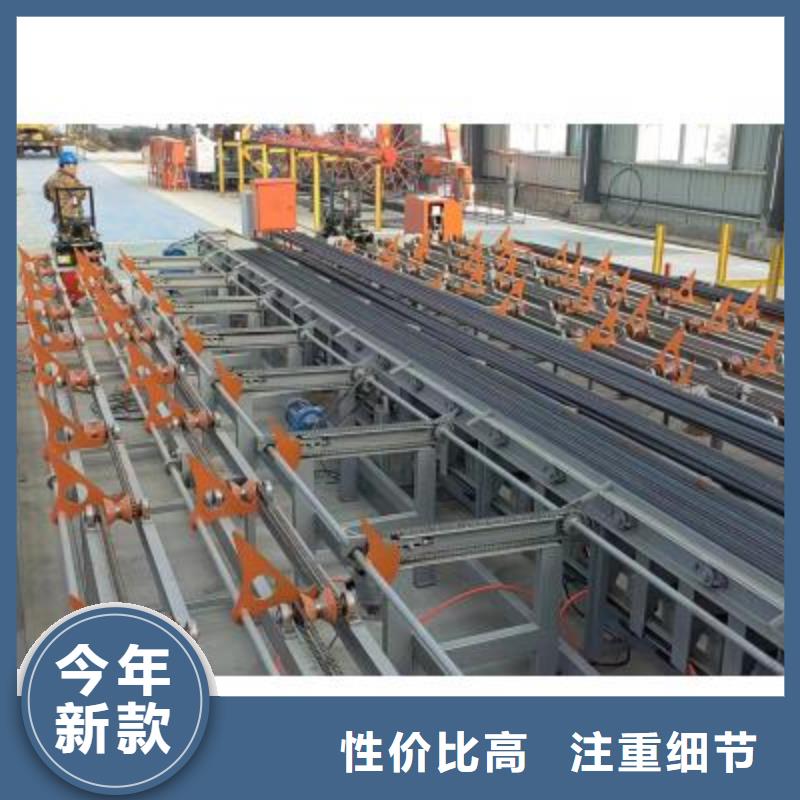
以下是:数控钢筋套丝打磨生产线现货报价的图文介绍
企业文化是保持企业基业常青的根本。建贸机械 (南阳市分公司)在推进企业发展的同时,适时地对企业文化进行了梳理,在继承和创新的基础上,提炼出以追求完美永创佳绩为核心价值观的企业文化。公司成功探索、创造了利用引进技术与自我发展相结合的模式,以不畏艰险的开拓精神、令人瞩目的发展成就,把完美刻进了企业的历史进程。随着 镦粗机销售市场环境的变化,追求完美更是公司坚定的信念、前进的动力。



色差问题:国威数控机床所有产品均采用专业拍摄,但由于每个人的电脑显示器不同,显示上不排除会出现色差问题,用户如对产品有颜色要求,订购时请加以说明,没有说明的终以厂家标准颜色为准。
商品包装:出口产品为木箱钉装,在保证不影响到产品运输的情况,内销产品的包装为聚乙烯薄膜包装,但我司保证所售商品均为厂家直销,商品包装请以实物为准,包装如有要求敬请用户订货时请提前说明。
运输说明:考虑到产品运输的性,实效性,方便性,一般为配货站配车运输,这种运输方式具有配车方便,运输途中速度快,一般可进行上门送货方便用户卸车,但这种运输方式也有一个缺点运输车辆配满货物才发车,需要用户等待一般为1-2天,偏远地区除外。发货前将司机号码以短的形式发于用户,我们一切以用户为中心,请您放心购买。
关注机床实时讯息,尽在滕州国威数控机床。我企业专业生产液压机、剪板机折弯机、冲床、摇臂钻床、立式钻床、金属带锯床、钻铣床、升降台铣床、普通车床、万向摇臂钻及数控铣床、加工中心等。20多年的产品历练成就今日的辉煌,真诚与新老用户合作。



加工钢筋尺寸:16—32mm
外形尺寸:长1100宽840高1350MM
适用范围:
1、刚性机床要兼有故障率低、可靠性好的生产场合。
2、特别适应于高速公路高速铁路钢筋加工场的加工。
3、创新型的结构设计,各种结构优化,钢筋加工场必备。
设备保养:
1、铣刀盘中的铣刀为易耗品,其耗损程度根据钢筋面进刀深度、速度决定。
2、建议钢筋铣入深度为1-2mm。
3、空气压缩机定期放水检测。
4、导入钢筋时慢入至钢筋挡板即可,切勿用刀,以免损伤钢筋。该铣床进给轴为X、Y两坐标控制,主轴为(伺服)动力驱动。能够实现对各种型号规格的钢筋一次装夹,完成夹紧铣平等多种工序加工,适合于多品种、大批量钢筋铣平头的生产,对复杂、高强钢筋端头的加工更能显示其优越性。
二、数控钢筋平头机钢筋端面削平机主要结构特点
外形尺寸:长1100宽840高1350MM
适用范围:
1、刚性机床要兼有故障率低、可靠性好的生产场合。
2、特别适应于高速公路高速铁路钢筋加工场的加工。
3、创新型的结构设计,各种结构优化,钢筋加工场必备。
设备保养:
1、铣刀盘中的铣刀为易耗品,其耗损程度根据钢筋面进刀深度、速度决定。
2、建议钢筋铣入深度为1-2mm。
3、空气压缩机定期放水检测。
4、导入钢筋时慢入至钢筋挡板即可,切勿用刀,以免损伤钢筋。该铣床进给轴为X、Y两坐标控制,主轴为(伺服)动力驱动。能够实现对各种型号规格的钢筋一次装夹,完成夹紧铣平等多种工序加工,适合于多品种、大批量钢筋铣平头的生产,对复杂、高强钢筋端头的加工更能显示其优越性。
二、数控钢筋平头机钢筋端面削平机主要结构特点



打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整



钢筋剪切生产线优势:1、该机引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋剪切设备,用于棒材钢筋的切断。2、 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3、 采用液压剪切方式,体积小、剪切力大、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,剪切时,钢筋不会转动,钢筋切头均匀。4、动刀片采用斜刀口设计,剪切能力大大提高;5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。6、PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能;