




焊管无缝钢管诚信厂家的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:焊管无缝钢管诚信厂家的图文介绍


焊接钢管熔点至少1400度(纯铁1560C), 和标准淬火温度860C相差太多,虽然气焊加热速度快,对防止过热甚至过烧有帮助,但工业标准是+100度(要淬透一定深度,需要保温一段时间)。 如果烧的温度太高,按照工业用途钢材质量已经降到必须回炉了。 焊管手工刀具的质量要求(自然包括热处理)如果不能高于工业标准,相差也不该太多。现代热处理技术有雄厚的理论基础和完善的检验方法,因此工艺技术标准真的很重要。DIY如果没有可靠的设备,也应该尽量根据工业标准选择适当的加热、保温、淬火方法,尽量减少和标准方法的误差。 从以上可以看出焊接钢管的熔点较高,在高温高压的状态下不容易融化,还可以耐腐蚀,抗压效果好!



鹏鑫钢铁有限公司(茂名分公司)有一支技能有素、实践经验丰富的科技攻关团队,为能制造出性能优良、质量可靠的 焊管产品奠定了坚实的基础。企业在充分利用自身技术研发能力的同时,还与国内多家重点大学联合研发创新技术,科技前沿产品。公司拥有产品技术、高端的生产及检测设备,为保证产品质量, 焊管关键原材料均从国外进口,并且制造产品的所有原材料都处于计算机的连续监控之下。



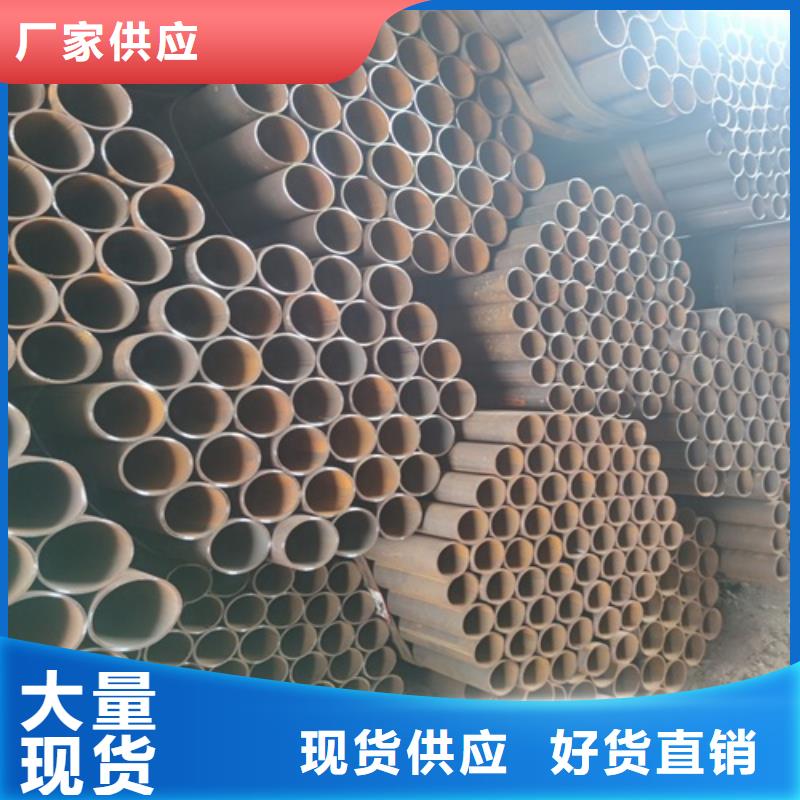
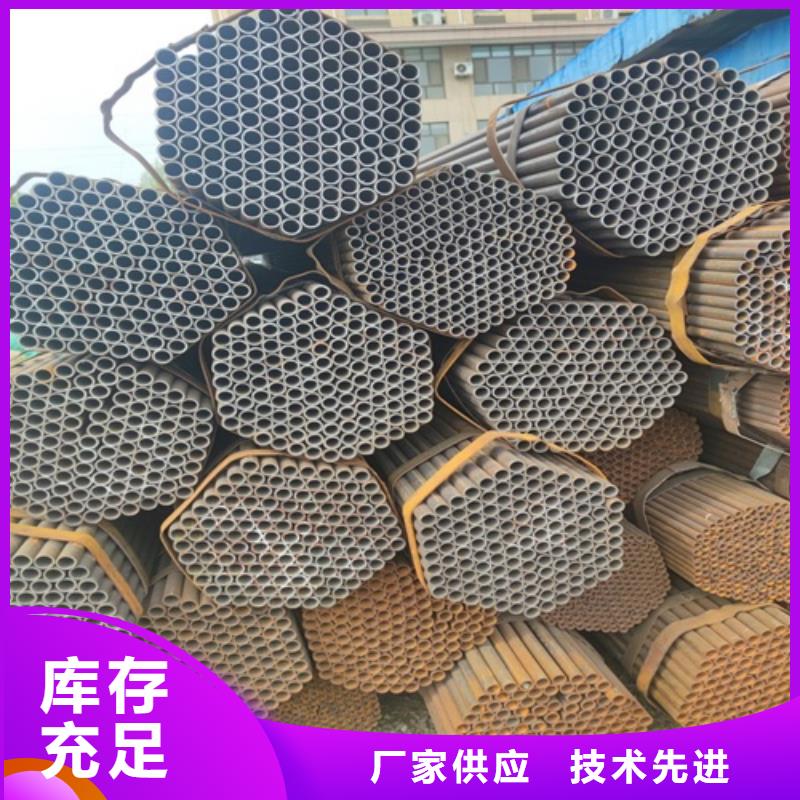
焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。 焊接钢管行业产业链上游为原材料供应商,包含钢铁行业、有色金属等;下游为终端行业,包含输送用管、结构用管等。其中上游企业主要为热轧钢带、热轧卷板制造企业。 焊管在城市管网建设中的应用主要有两个方面:一是焊管可以作液体输送用:给水、排水;二是焊管可作气体输送用:煤气、蒸气、液化石油气。 随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,同时,焊接钢管的成本较无缝钢管更低、生产效率也更胜一筹,于是焊接钢管便在越来越多的领域代替了无缝钢管。



焊管预焊常见的三个问题 焊管在预焊过程中,可能会在其的背面出现焊瘤或者是烧穿的问题。这时候如果将背面焊瘤进行清理的话,则需要花费较多的时间,这样一来就会影响到正常正常工作的效率。而如果不的话,则可能会影响到焊管内焊焊接成型以及内焊焊缝的跟踪。 如果情况比较严重,导致焊管的背面被烧穿,那么这时候就应当进行填补。之所以会出现这样的问题,主要的原因有:1、合缝过松,或者是液压系统压力过低;2、成型不佳,圆度偏差大;3、设定的预焊工艺参数不合理。一般来说,所选择的焊接电流和电压应当配以适合的焊接速度。 如果所设定的焊接速度不合理,就可能会出现这些问题。因此,在整个焊接过程中,都需要合理控制焊接速度。第二个问题就是焊管出现了气孔。总的来说,预焊焊缝有气孔就意味着其的焊接出现了缺陷。出现气孔主要包括三个原因,个就是所使用的保护气体质量不佳,比如其中含有水分,或者是压力流量不够等。 另外一个原因就是焊管的坡口上面存在有污迹,或者是生锈等引起的气孔,还可能是焊枪出现部分堵塞,从而使得保护气体形成的气罩不均,从而导致产生气孔。 一个问题就是焊管的成型质量较差。通常情况下,焊缝的成型质量是和线能量密切相关。所以,在焊接电流和电弧电压保持一致的情况下,焊接速度越大,那么越可能会造成焊缝成型差。

