

想知道止水铜片PVC橡塑止水带用心细节产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:止水铜片PVC橡塑止水带用心细节的图文介绍

广硕橡塑制品(马鞍山市分公司)
广硕橡塑制品(马鞍山市分公司)是专业 遇水膨胀橡胶止水带解决方案提供商,公司拥有业界专业度、品牌号召力、用户数量等诸多方面优势。公司不断追求技术的突破创新,公司一直以服务社会为己任,不断开拓进取,追求科技创新,以用户成功为目标,为社会的发展贡献力量。于此同时,公司积j i进行 遇水膨胀橡胶止水带新产品的研发,满足用户多元化的需求。



若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。刮去氧化层均匀镀上一层锡三、焊接做好焊前处理之后,就可正式进行焊接。1、焊接方法。焊接检查剪短(1)右手持电烙铁。左手用尖嘴钳或镊子夹持元件或导线。
焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。(3)抬开烙铁头。
左手仍持元件不动。待焊点处的锡冷却凝固后,才可松开左手。(4)用镊子转动引线,确认不松动,然后可用偏口钳剪去多余的引线。2、焊接质量焊接时,要保证每个焊点焊接牢固、良好。要保证焊接质量。(A)所示应是锡点光亮,圆滑而刺,锡量适中。
焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。(3)抬开烙铁头。
左手仍持元件不动。待焊点处的锡冷却凝固后,才可松开左手。(4)用镊子转动引线,确认不松动,然后可用偏口钳剪去多余的引线。2、焊接质量焊接时,要保证每个焊点焊接牢固、良好。要保证焊接质量。(A)所示应是锡点光亮,圆滑而刺,锡量适中。



止水铜片型状可分为W型、F型、T型、D型等,根据大样图定制成型。
止水铜片规格,是含铜量、以及宽度、厚度软硬态及物理特性的一种表现形式。含铜量,用T表示,即T2于T3,T2含铜量>=99.8%,T3含铜量>=99.7%,铜软硬态,O60表示铜硬度状态为软态,抗拉强度>=195MPa,伸长率30%,H01,抗拉强度>=215MPa,延伸率为>=25%.
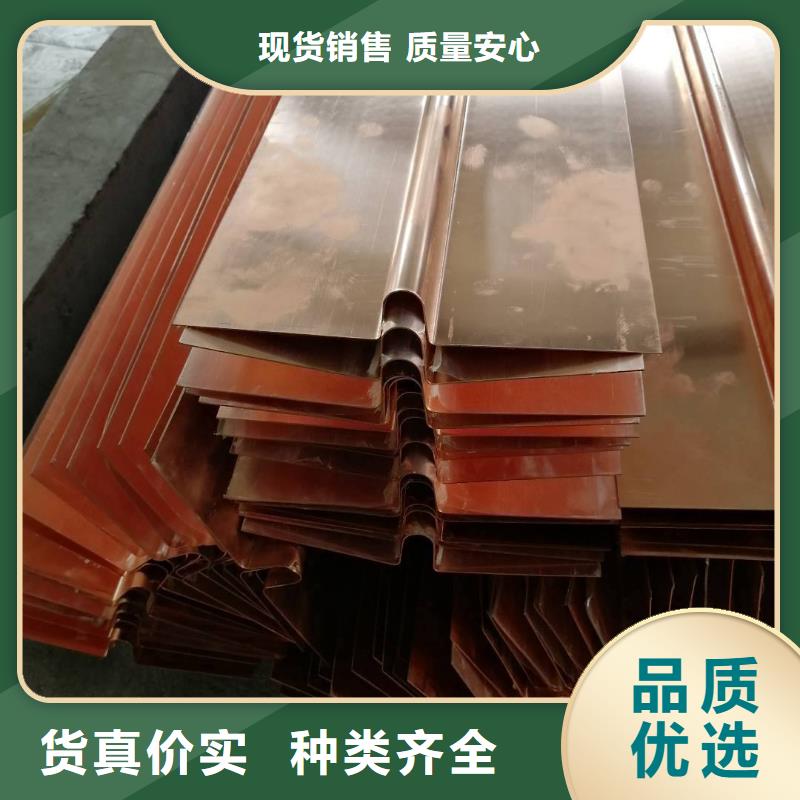
因目前水工建筑基本都是 项目,为了规范行业水工建筑材料质量, 颁布相应的执行标准,目前适用于GB2059-2017,其中规定紫铜止水厚度为0.5~14mm,宽度为200-1000,抗拉强度不小于195MPa,伸长率不小于30%,并且,需提供厂家合格,保证止水铜片质量。 规定了紫铜止水厚度及宽度,而为了减少施工过程中的焊接次数,紫铜止水长度在不影响施工及物流的情况下可根据工程需要选择适合长度。
止水铜片规格,是含铜量、以及宽度、厚度软硬态及物理特性的一种表现形式。含铜量,用T表示,即T2于T3,T2含铜量>=99.8%,T3含铜量>=99.7%,铜软硬态,O60表示铜硬度状态为软态,抗拉强度>=195MPa,伸长率30%,H01,抗拉强度>=215MPa,延伸率为>=25%.
因目前水工建筑基本都是 项目,为了规范行业水工建筑材料质量, 颁布相应的执行标准,目前适用于GB2059-2017,其中规定紫铜止水厚度为0.5~14mm,宽度为200-1000,抗拉强度不小于195MPa,伸长率不小于30%,并且,需提供厂家合格,保证止水铜片质量。 规定了紫铜止水厚度及宽度,而为了减少施工过程中的焊接次数,紫铜止水长度在不影响施工及物流的情况下可根据工程需要选择适合长度。



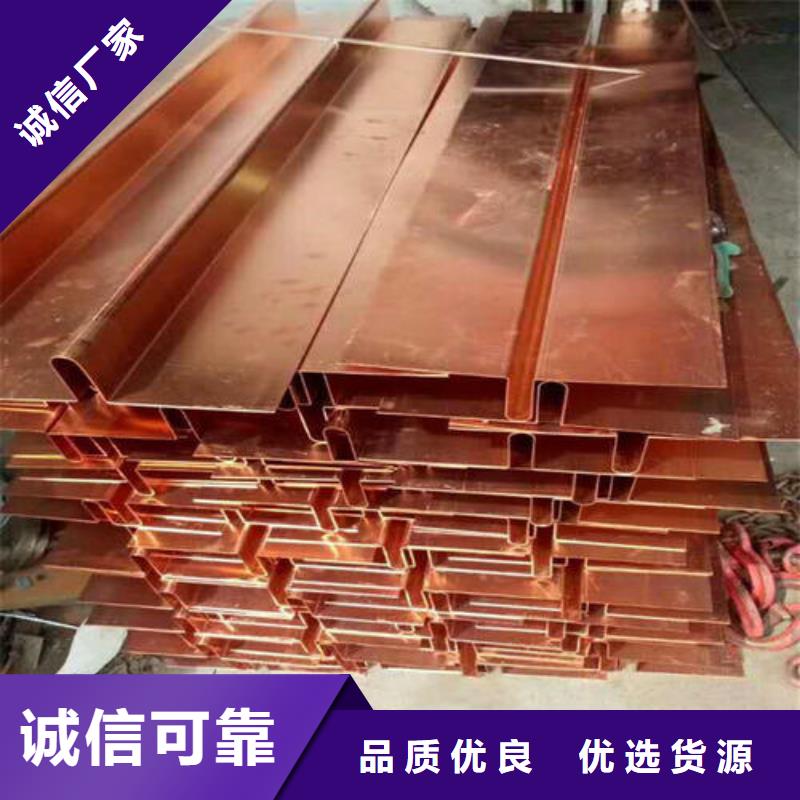
圆弧状铜止水大量的适用导流洞、施工的止水,可依据施工、导流洞的倾斜度生产加工,可多余的电焊焊接。此外,水准止水安裝的止水金属片接头可呈十字型、T型接头,而导流洞、施工内的止水金属片接头多见单边接头,立即当场电焊焊接就可以。 焊接时候助焊剂(松香和焊油)是关键,新鲜的松香和无腐蚀性的焊油可以帮助你很好的完成焊接,而且可以让表面光洁漂亮,使用的时候可以多用点助焊剂焊接也是关键在维修制作中,焊接工作是必不可少的。它不但要求将元件固定在电路板上,而且要求焊点必须牢固、圆滑,所以焊接技术的好坏直接影响到电子制作的成功与否,因此焊接技术是每一个电子爱好者必须的基本功。
紫铜止水带,也叫紫铜止水板、紫铜止水片。要想了解紫铜止水带,我们先来介绍下紫铜止水带的材质紫铜。铜大家应该都知道,具有导电性良好,熔点高等优点,经常作为导线或者丝。纯铜的颜色是红色的,其熔点在1100℃左右,密度达到8.9g/cm3。我们见到的铜之所以呈现为紫红色,是因为铜表面被氧化而形成的氧化膜所致,此氧化膜的存在正是铜耐氧化腐蚀的原因所在。

