

观看我们的产品视频,就像打开了一扇通往PE双壁波纹管,PVC-C穿线管实力工厂产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:PE双壁波纹管,PVC-C穿线管实力工厂的图文介绍

公司主要产品有PE管材;PE塑料桶;橡胶树防雨帽系列产品;电缆填充绳;PVC黑膜;吸塑包装盒;PP快速连接管件;PE热熔管件;塑料大桶;香精桶;食品级包装桶;防雨帽;。做高品质塑胶产品的和实践者,愿与君合作共赢,共创美好明天。公司是UPVC管材、UPVC管件、阀门、环保型pvc排水管、耐压pvc排水管、CPVC管材、PVC-M等产品专业生产加工的公司,拥有完整、科学的质量管理体系。公司的诚、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。PVC管排水管是以卫生级聚氯乙烯(PVC)树脂为主要原料,加入适量的稳定剂、润滑剂、填充剂、增色剂等经塑料挤出机挤出成型和注塑机注塑成型。
HDPE双壁波纹管在发展在过程中,出现的一些问题,具体如下:问题之一,产能过剩,HDPE双壁波纹管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万t,至今年,生产厂家扩大到5000余家。产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE双壁波纹管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生性能的忧虑将促使行业进行转型。
成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。①熔融料温度偏低,原料塑化不,应适当提高机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。①成型管材用原料配方中碳酸钙加入比份过高或润滑剂的加入比份不合理,在原料中适当加入一些丙烯酸类树脂加工助剂,以提高熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定型后发脆,意塑化熔料的温度不要忽高忽低温度差过大。①成型模具内熔料温度偏低。应适当提高成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。②有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,①管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当提高模具内结构对熔料的压缩比。2)内模温度低,内芯模加热体、螺杆温度低,3)内模温度高、水温高,6)配方不合理或原辅材料不合格。重新检查原辅材料及调正配方体系中内外润滑剂比例。
HDPE双壁波纹管在发展在过程中,出现的一些问题,具体如下:问题之一,产能过剩,HDPE双壁波纹管市场竞争激烈。早在2011年,国内塑料管材总产能1700余万t,至今年,生产厂家扩大到5000余家。产能严重过剩的同时,市场竞争激烈让大量中小企业倒闭,2013年浙江、山东等地一些传统劣质塑料管集中生产区域,出现了倒闭潮。问题之二,管道行业肆虐。塑料管道特别是HDPE双壁波纹管担负着为国民经济提供优质生产资料和为广大消费者提供可靠生活资料的重担。产品的卫生、使用寿命等事关广大消费者的生命财产。大量作坊企业在 监管缺乏、消费者品牌意识不强的时期,靠生产假冒伪劣生存。被后,民众对于塑料管的产品质量与卫生性能的忧虑将促使行业进行转型。
成型管坯用熔料温度偏高,使熔料成型困难。应适当降低熔料温度。①熔融料温度偏低,原料塑化不,应适当提高机筒和模具的工艺温度。②冷却水温度偏高,应降低冷却水温度。③管坯定型平直段长度不足,定径压力小,应改进模具结构尺寸。①成型管材用原料配方中碳酸钙加入比份过高或润滑剂的加入比份不合理,在原料中适当加入一些丙烯酸类树脂加工助剂,以提高熔料的凝胶率。②原料中水分或杂质含量超标,应对原料进行干燥处理或更换。③成型管坯模具内压力不足,使管壁成型质量差,应改进模具结构。④成型管的熔料温度控制不稳定,偏高或偏低的熔料温度都易使管定型后发脆,意塑化熔料的温度不要忽高忽低温度差过大。①成型模具内熔料温度偏低。应适当提高成型模具温度。
②原料中润滑剂比份过大,应适当降低润滑剂的加入量。③管坯冷却过快,两层料熔接不牢,注意适当调慢管坯冷却速度。①成型管内壁面的芯棒上有划伤痕或有残料黏附在工作面上,应修光划痕或除净芯棒工作面上残料。②有润滑剂粘在冷却定型套上,应及时调整原料配方中润滑剂的加入量,①管的内壁成型用空气压力过高或外层用成型空气压力不足,造成管壁出现裂纹或波浪纹。应适当调整管壁成型用空气的压力。②成型模具内的压缩比偏小,造成分流锥支架筋处的熔料汇合接缝熔合强度低,易产生裂纹。应适当提高模具内结构对熔料的压缩比。2)内模温度低,内芯模加热体、螺杆温度低,3)内模温度高、水温高,6)配方不合理或原辅材料不合格。重新检查原辅材料及调正配方体系中内外润滑剂比例。


在管材使用安装之前,要仔细检查在装卸运输过程中有没有损伤,如果发现有破损裂口、变形等缺陷管材,要及时进行剔除。当然,还要检查井与管道连接宜采用的柔性填料密封的柔性接头,具体构造按照设计要求进行。在开挖沟槽、做基础的时候要注意沟槽槽底宽度按照管材外径加0.6m采用,在管道应用中,HDPE双壁波纹管的使用是很常见的,为了更好的帮助施工队伍进行施工,我们简单总结了一下这种管道的施工和连接方法,和大家做简单分享。在管材使用安装之前,要仔细检查在装卸运输过程中有没有损伤,如果发现有破损裂口、变形等缺陷管材,要及时进行剔除。当然,还要检查井与管道连接宜采用的柔性填料密封的柔性接头,具体构造按照设计要求进行。
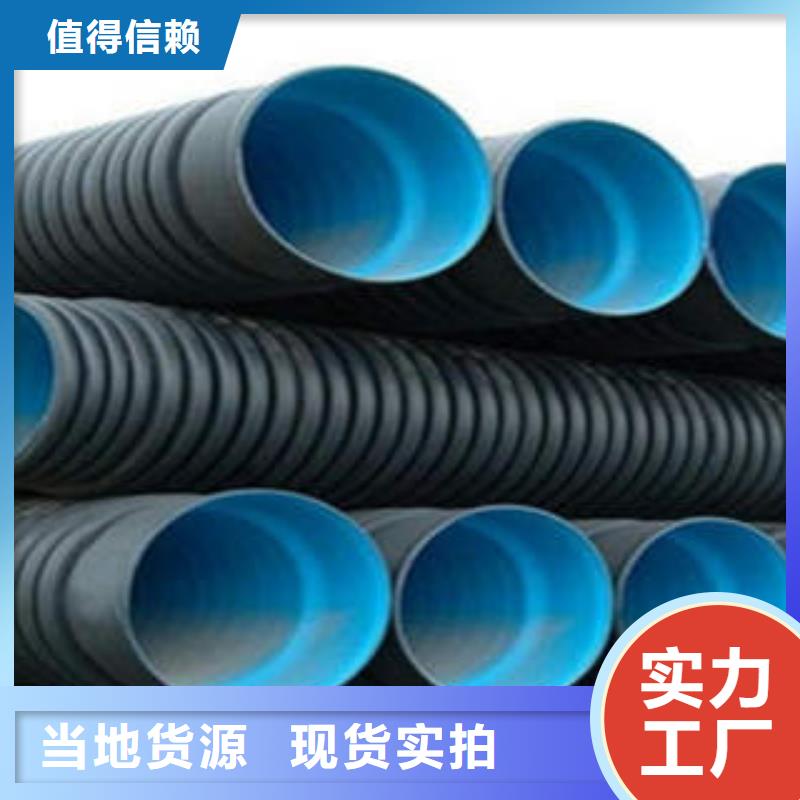
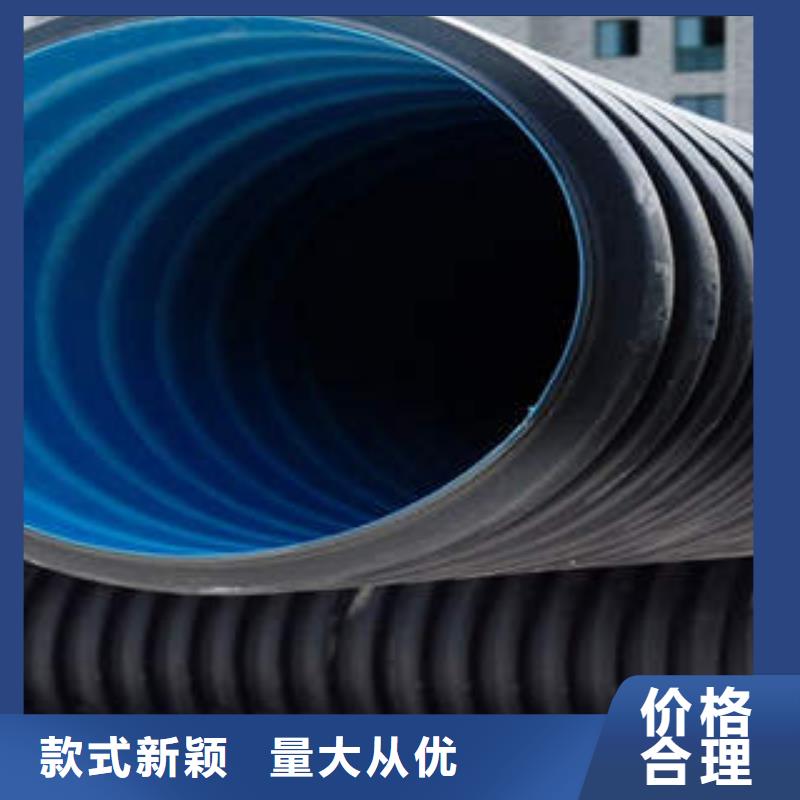
HDPE双壁波纹管材以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快寿命长等特点,其优异的管壁结构设计,与其他结构的管材相比,成本大大降低。并且由于连接方便、可靠,在国内外得到广泛应用。大量替代混凝土管和铸铁管。HDPE双壁波纹管,简称PE波纹管,80年代初在德国首先研制成功。经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列。在生产工艺和使用技术上已经十分成熟。由于其优异的性能和相对经济的造价,在欧美等发达 已经得到了极大的推广和应用。HDPE双壁波纹管性能特点:结构独特,强度高,抗压耐冲击。内壁平滑,摩阻,过流量大。连接方便,接头密封好,无渗漏。
聚乙烯排水管道部位工程,应按路段或长度划分,工序划分为沟槽、降低地下水、砂石基础、下管安装、接口、检查井、闭气或闭水检验、回填。挖沟槽时应严格控制基底高度,不得扰动基面。雨季施工,应尽可能缩短开槽长度,做到成槽快、回填快,并做好防泡槽的措施。人工开槽时,宜将槽上部混杂土,槽下部良质土分开堆放,以便回填。堆土地不得影响管沟的稳定性。槽底不得受浸泡或受冻。管道基础设计应采用垫层基础。开槽后,对槽宽、基础垫层厚度、基础表面标高、排水沟畅通情况、沟内是否有泥污、杂物、基层有无扰动等作业项目,分别进行验收,合格后才能进行安排。管道安装一般采用人工安装即可,安装时,抬管道两端传给槽底施工人员。明开槽,下管时可用非金属绳索溜管。
HDPE双壁波纹管安装必须由具有专业资格的人员.2.在处理材料,严禁投掷,跌落,滚动和拖动以免损坏管道.在连接管道,检查两端.如果有任何损坏,请切断受损的部分.3.管道及管件的热熔连接连接.焊接温度应设置在260±10.如果有任何变色分解,燃烧,烟雾或其他不良影响,请更换焊机[2].4.虽然螺纹管件连接到其他部位,一定不要拧得过紧,以免损坏螺纹管件.5.请严格按照HDPE双壁波纹管的安排和业务标准,以确保质量.6.安装完成后,必须进行水压试验,以确定没有泄漏,然后可以关闭或填充管通道.试验压力应为设计压力的1.5倍.的试验压力在10kg/cm2(兆帕)-15kg/cm2的(压力1.5MPa).
HDPE双壁波纹管材以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快寿命长等特点,其优异的管壁结构设计,与其他结构的管材相比,成本大大降低。并且由于连接方便、可靠,在国内外得到广泛应用。大量替代混凝土管和铸铁管。HDPE双壁波纹管,简称PE波纹管,80年代初在德国首先研制成功。经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列。在生产工艺和使用技术上已经十分成熟。由于其优异的性能和相对经济的造价,在欧美等发达 已经得到了极大的推广和应用。HDPE双壁波纹管性能特点:结构独特,强度高,抗压耐冲击。内壁平滑,摩阻,过流量大。连接方便,接头密封好,无渗漏。
聚乙烯排水管道部位工程,应按路段或长度划分,工序划分为沟槽、降低地下水、砂石基础、下管安装、接口、检查井、闭气或闭水检验、回填。挖沟槽时应严格控制基底高度,不得扰动基面。雨季施工,应尽可能缩短开槽长度,做到成槽快、回填快,并做好防泡槽的措施。人工开槽时,宜将槽上部混杂土,槽下部良质土分开堆放,以便回填。堆土地不得影响管沟的稳定性。槽底不得受浸泡或受冻。管道基础设计应采用垫层基础。开槽后,对槽宽、基础垫层厚度、基础表面标高、排水沟畅通情况、沟内是否有泥污、杂物、基层有无扰动等作业项目,分别进行验收,合格后才能进行安排。管道安装一般采用人工安装即可,安装时,抬管道两端传给槽底施工人员。明开槽,下管时可用非金属绳索溜管。
HDPE双壁波纹管安装必须由具有专业资格的人员.2.在处理材料,严禁投掷,跌落,滚动和拖动以免损坏管道.在连接管道,检查两端.如果有任何损坏,请切断受损的部分.3.管道及管件的热熔连接连接.焊接温度应设置在260±10.如果有任何变色分解,燃烧,烟雾或其他不良影响,请更换焊机[2].4.虽然螺纹管件连接到其他部位,一定不要拧得过紧,以免损坏螺纹管件.5.请严格按照HDPE双壁波纹管的安排和业务标准,以确保质量.6.安装完成后,必须进行水压试验,以确定没有泄漏,然后可以关闭或填充管通道.试验压力应为设计压力的1.5倍.的试验压力在10kg/cm2(兆帕)-15kg/cm2的(压力1.5MPa).



润星电力管材(娄底市分公司)以全新的市场布局,针对 承插式电力钢管应对行业变化,顺应市场趋势发展,以期在创变中寻求突破,进而品牌核心竞争力,把握市场机遇,引领视讯产业开启全屏时代!


大水灌溉让化肥白白流失,造成极大浪费,PE双壁波纹管的应用杜绝了大水减少化肥流失。减少化肥成本的投入,大水施肥造成化肥分布不均匀现象,PE双壁波纹管可以让化肥均匀分布在作物根系周围,只需用大水肥料的2/3用料就能满足作物需求。聚乙烯双壁波纹管在生产过程中,需要用到许多工艺,这样才会生产出品质高,硬度大的管材,也可以延长管材的使用寿命,在生产的过程中,需要用到注塑成型的工艺,首先就是压力:注塑过程中的压力包括背压和注射压力两种。采用螺杆式注塑机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为背压。通常,背压增加,会使PE熔体的温度均匀性和混合均匀性提高。增加背压还有利于排出熔体中的气体并使熔体密实程度增加。
从而提高机器的注射量。对于原材料,提高背压可以增加熔体的温度、组份和颜色均匀性。其次就是温度:聚乙烯双壁波纹管属于厚壁制件,为避免冷却时温差过大导致内应力,料筒温度应取较低值。料筒温度的分布,一般从料斗至喷嘴温度由低到高,以使塑料温度平稳上升而达到均匀塑化的目的。为防止塑料过热,因此靠近喷嘴段温度略低。模具温度对制品内在性能和外观质量影响很大,除充模速率外,模具温度还将直接影响制品的结晶度和结晶构型。因此,聚乙烯双壁波纹管模具适合使用中等模温,对于聚乙烯材料来说,冷却速率适宜、塑料的结晶度适中,具有较好的物理和力学性能。把握好时间:在整个成型周期中,注射时间和冷却时间对制品质量均有决定性的影响。
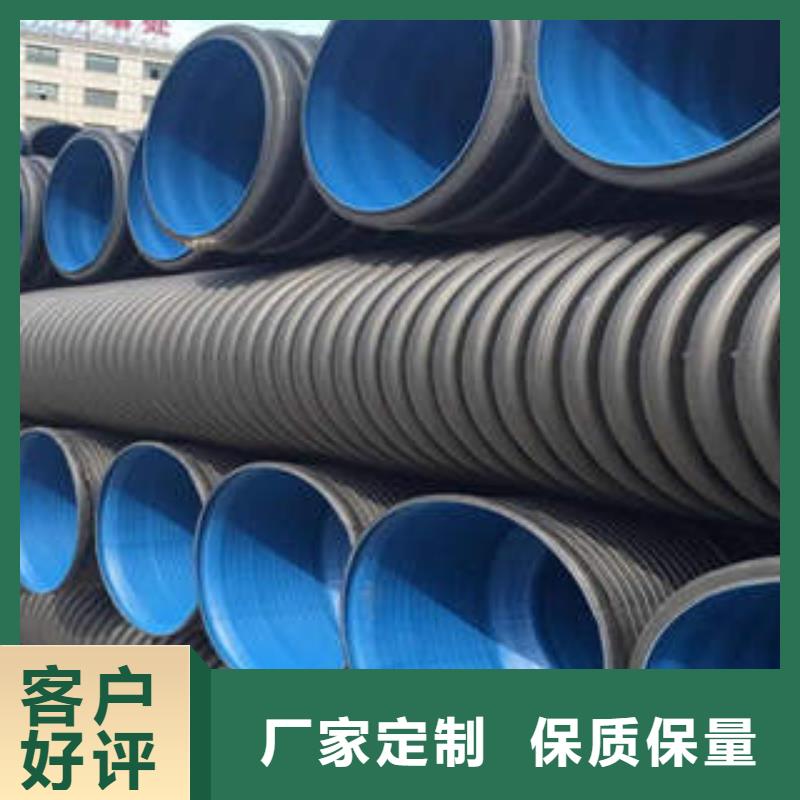
所以,在生产聚乙烯双壁波纹管的时候,当用到了这个注塑成型的工艺,首先从压力,温度以及时间方面来考虑,生产的过程中,材料的选择,生产的效率,温度都会对注塑成型或多或少地产生影响,所以说要多加注意。PE双壁波纹管是一种以聚乙烯为原材料,经过挤出和特殊的成型工艺加工而成,内壁光滑,外壁为封闭波纹型的一种新型轻质管材。1.现在,PE双壁波纹管首要应用于市政排水、排污管道系统工程;公寓、住宅小区地下埋设排水排污;高速公路预埋管道,高尔夫球场地下渗水管网;农田水利灌溉输水、排涝等水利工程;化工、矿山用于流体的运送及通风;地下管线的维护套管和通讯电缆护套管。2.PE双壁波纹管在运送、装卸过程中,不允许抛摔、碰击、重压、长期曝晒或接近热源;
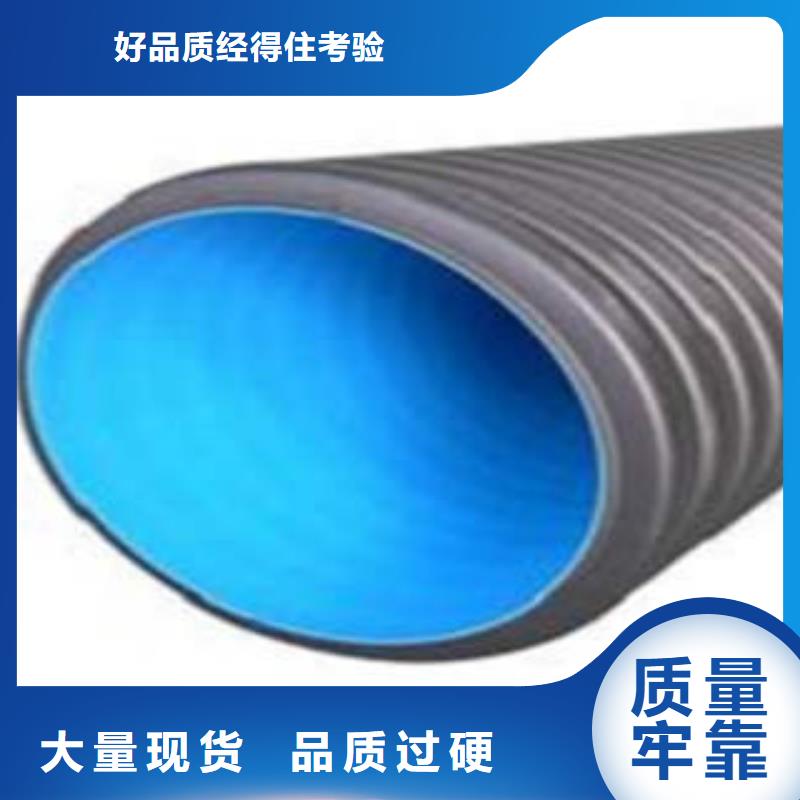
不允许与有毒有害物质混运;成盘状的多孔管不行平放运送。PE双壁波纹管应储存于常温枯燥库中。直管应平放,堆码高度不得超越2m.脱件和成盘的多孔管能够平放,但应防止重压或揉捏堆积。PE双壁波纹管不允许与有毒有害物质混放。3.应远离热源,在寄存处应设置夺目的禁火标志。寄存期自出产之日起,一般不得超越2年。再来说说双壁波纹管的功能特色:结构共同,强度高,抗压耐冲击。内壁滑润,摩阻,过流量大。衔接便利,接头密封好,无渗漏。重量轻、施工方便,下降费用。埋地使用寿命达五十年以上。聚乙烯归于碳氢聚合物,分子无极性,耐酸碱腐蚀。管材职业人士或许都听过PE双壁波纹管以高密度聚乙烯为质料的新式轻质管材,具有重量轻、耐高压、耐性好、施工快寿命长等特色。现在,因为衔接便利、牢靠,PE双壁波纹管已经在国内外得到广泛应用。
从而提高机器的注射量。对于原材料,提高背压可以增加熔体的温度、组份和颜色均匀性。其次就是温度:聚乙烯双壁波纹管属于厚壁制件,为避免冷却时温差过大导致内应力,料筒温度应取较低值。料筒温度的分布,一般从料斗至喷嘴温度由低到高,以使塑料温度平稳上升而达到均匀塑化的目的。为防止塑料过热,因此靠近喷嘴段温度略低。模具温度对制品内在性能和外观质量影响很大,除充模速率外,模具温度还将直接影响制品的结晶度和结晶构型。因此,聚乙烯双壁波纹管模具适合使用中等模温,对于聚乙烯材料来说,冷却速率适宜、塑料的结晶度适中,具有较好的物理和力学性能。把握好时间:在整个成型周期中,注射时间和冷却时间对制品质量均有决定性的影响。
所以,在生产聚乙烯双壁波纹管的时候,当用到了这个注塑成型的工艺,首先从压力,温度以及时间方面来考虑,生产的过程中,材料的选择,生产的效率,温度都会对注塑成型或多或少地产生影响,所以说要多加注意。PE双壁波纹管是一种以聚乙烯为原材料,经过挤出和特殊的成型工艺加工而成,内壁光滑,外壁为封闭波纹型的一种新型轻质管材。1.现在,PE双壁波纹管首要应用于市政排水、排污管道系统工程;公寓、住宅小区地下埋设排水排污;高速公路预埋管道,高尔夫球场地下渗水管网;农田水利灌溉输水、排涝等水利工程;化工、矿山用于流体的运送及通风;地下管线的维护套管和通讯电缆护套管。2.PE双壁波纹管在运送、装卸过程中,不允许抛摔、碰击、重压、长期曝晒或接近热源;
不允许与有毒有害物质混运;成盘状的多孔管不行平放运送。PE双壁波纹管应储存于常温枯燥库中。直管应平放,堆码高度不得超越2m.脱件和成盘的多孔管能够平放,但应防止重压或揉捏堆积。PE双壁波纹管不允许与有毒有害物质混放。3.应远离热源,在寄存处应设置夺目的禁火标志。寄存期自出产之日起,一般不得超越2年。再来说说双壁波纹管的功能特色:结构共同,强度高,抗压耐冲击。内壁滑润,摩阻,过流量大。衔接便利,接头密封好,无渗漏。重量轻、施工方便,下降费用。埋地使用寿命达五十年以上。聚乙烯归于碳氢聚合物,分子无极性,耐酸碱腐蚀。管材职业人士或许都听过PE双壁波纹管以高密度聚乙烯为质料的新式轻质管材,具有重量轻、耐高压、耐性好、施工快寿命长等特色。现在,因为衔接便利、牢靠,PE双壁波纹管已经在国内外得到广泛应用。

