


更新时间:2025-06-06 06:41:14 ip归属地:娄底,天气:小雨转晴,温度:24-35 浏览次数:30 公司名称:聊城 金海金属材料(娄底市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 5 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 碳钢 合金钢 |
| 质量 | 保质保量 |
| 价格 | 面议 |
| 专业 | 专业厚壁无缝钢管加工 |
| 厂家 | 聊城工厂专业制造 |
| 过磅 | 过磅称重 |
| 范围 | 生产基地位于【聊城】,供应范围覆盖湖南省 长沙市、衡阳市、邵阳市、湘潭市、株洲市、张家界市、岳阳市、常德市、益阳市、怀化市、娄底市、湘西市、永州市、郴州市 娄星区、双峰县、新化县、冷水江市、涟源市等区域。 |






为了防止氧化铁皮的生成以及无缝管的脱破或增碳,有时把无无缝管装在密闭器中进行热处理,或者在通有保护气体的热处理炉及真空热处理炉中进行热处理。热处理后无缝管表面无氧化层,光亮,故称为光亮热处理。
公司自创办以来,在经营过程中循序渐进、发展壮大,树立“诚为本,誉兴业”的经营理念,遵循诚经营、规范管理的原则,不断为客户提供服务,赢得了广大客户的一致好评。同时公司与钢铁生产厂家建立了产、供、销的良好关系,在共建双赢的基础上实现了优势互补,互惠互利。随着不断发展,公司业务范围扩大到烟台、青州、威海、青岛、江苏、浙江、河北、河南等地,在激烈的竞争中赢得了一定的市场份额。
展望未来,我们将继续以市场为导向,以质量促发展,以效益求生存,加大业务拓展力度,以诚挚的服务满足广大客户。
首先原料进行备料时,无缝管之间应面对面或者背对背进行摆放,另外还要注意刀具的磨损情况,以及是否有毛刺等。其
次厚壁无缝钢管进行切割加工时,应首先确认无缝管是否有划伤现象,以便检查来料质量。如有划伤,应退回,不能进行加工。
再次无缝管进行弯曲时,要先查看一下上下模以及板料上是否有杂质或者异物,如有则不能进行弯曲操作,以防压伤无缝管。
还有就是对无缝管进行焊接时,焊接工作台应保持干净平整,没有任何异物,如有应及时掉。



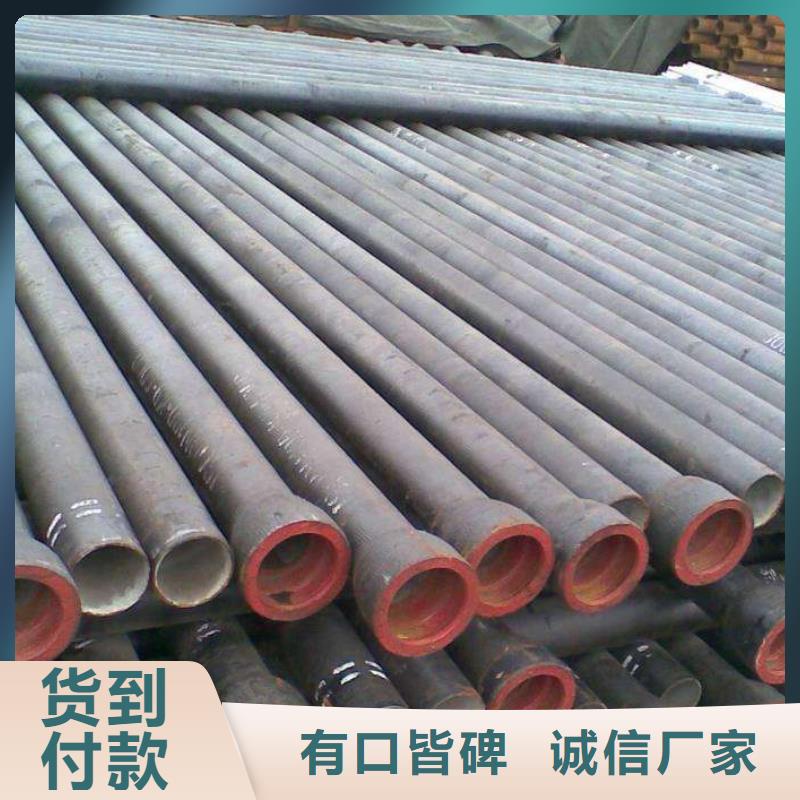
q345b厚壁无缝钢管基本性能特点
q345b厚壁钢管气动式缸套规格和精密度选用挤压成型生产加工,因为表层留出表层残留压地应力,有利于表层细微裂痕的封闭式,阻拦沉积作用的拓展。进而 表层耐腐蚀工作能力,并能减缓疲惫裂痕的造成或扩张,因此 q345b厚壁钢管疲劳极限。根据挤压成型成形,挤压成型表层产生一层冷工硬底化层,降低了切削副触碰表层的延展性和塑性形变,进而 了q345b厚壁钢管内腔的耐磨性能,另外防止了因切削造成的烫伤。挤压成型后,粗糙度值的减少,可 相互配合特性。
1.q345b厚壁钢管 粗糙度,表面粗糙度基础能做到Ra≤0.08μm上下。
2、调整同心度,椭圆形度可≤0.01mm。
3、 表层强度,使承受力形变,强度 HV≥4°
4、生产加工后有内应力层, 疲劳极限 30%。
5、 相互配合品质,降低损坏,增加零件使用期限,但零件的生产加工花费反倒减少。
现阶段生产制造的q345b厚壁钢管表面粗糙度基础能做到Ra≤0.08μm上下,调整同心度,椭圆形度可≤0.01mm, 表层强度,使承受力形变,强度 HV≥4°,生产加工后有内应力层, 疲劳极限 30%, 相互配合品质,降低损坏,增加零件使用期限。
q345b厚壁钢管是一种根据冷拉或冷轧加工工艺生产制造的高精度、高光泽度的无缝管。其中直径规格可精准至0.2毫米之内,在确保抗弯强度、抗扭抗压强度同样时,净重比较轻,因此普遍用以生产制造高精密机械零件和工程项目构造。也常见作生产制造各种各样战略武器、枪管膛线、火炮、滚动轴承等。



金海金属材料(娄底市分公司)具备的质量保证能力, 合金钢管从原材料投入到成品产出,每一个环节都设置有严格的质量控制环节,特别在重要的工序设置有关重要工序质量控制点实施重点把关,真正做到不合格的 合金钢管产品不出厂。用户一旦发现本公司 合金钢管产品在质保期内出现质量问题,均可无条件更换。



现在厚壁无缝钢管行业的供需矛盾较为突出,厚壁无缝钢管产能短期内仍然处于一个较高位置,由于厚壁无缝钢管去库存进度缓慢,再加上厚壁无缝钢管主导厚壁无缝钢管企业看空后期市场的价格下调!是厚壁无缝钢管行情越发低迷!企业产量增长缓慢,造成国内的市场需求不济,厚壁无缝钢管生产保持较高水平!
再加上近期厚壁无缝钢管市场供大于求的矛盾突显,以及厚壁无缝钢管库存高位运行!总的来说对厚壁无缝钢管市场形成较大压力是造成国内市场价格下滑的三个变化因素:一.厚壁无缝钢管下游需求不旺,二:厚壁无缝钢管企业生产保持高水平,三.市场供大于求的矛盾突显!
近来,国土资源部正式批复划定河北公司司家营北区矿区规模。新划定的矿区规模在原采矿证规模的基础上,增加了尹峪铁矿矿段,挖掘面积由4.1176平方千米增加到6.2722平方千米,新增铁矿石资源量2.95亿吨。



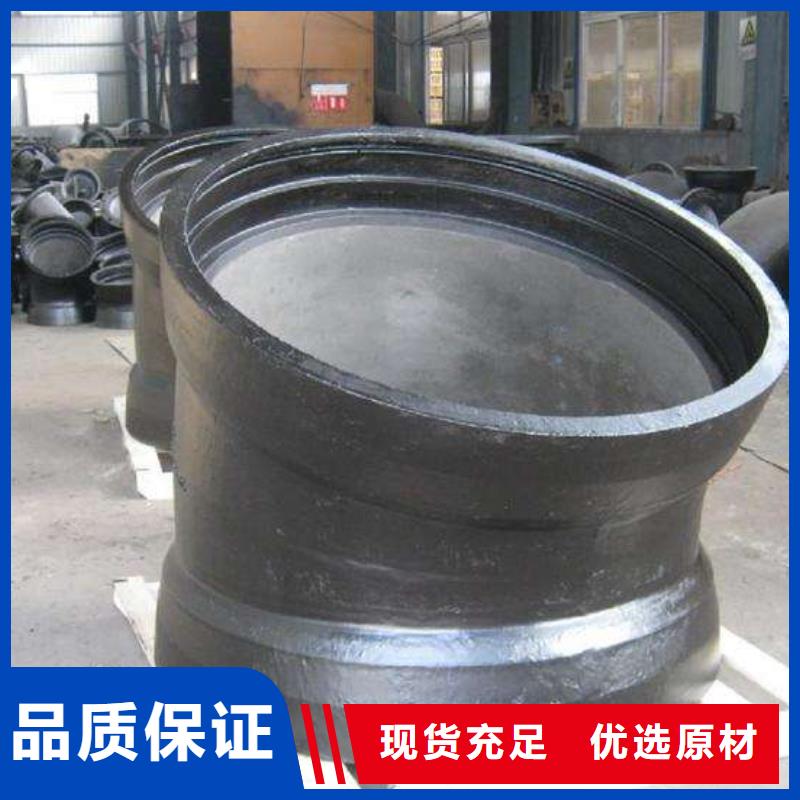
厚壁无缝钢管成型加工工艺,即厚壁无缝钢管发电机组成型及口模一部分板孔设计方案和调节方式均会立即危害电焊焊接品质的好坏。传统式的成型加工工艺为辊式成型加工工艺,有人下单半经,双半经;W反弯法成型板孔管理体系,再加二辊、三辊、四辊或五辊挤压成型辊,二辊或四辊口模来确保成型品质。此类传统式辊式成型加工工艺,大多数用以直徑低于φ114mm的厚壁无缝钢管发电机组。英国的排辊成型加工工艺、奥钢联的CTA成型技术性,日本国中田的FF或FFX软性成型技术性等,对成型后的焊缝样子和优良的工艺性能都是有不错的确保,适用规格型号范畴更广的厚壁无缝钢管发电机组。各种各样成型生产工艺,有不一样优点和缺点,合适不一样的标准,依据商品考试大纲、商品主要用途应在机器设备型号选择时深思熟虑、以挑选不一样的成型生产工艺。
以便降低弹性变形,针对厚壁无缝钢管发电机组生产加工形变道次都比一般厚壁无缝钢管道次相对2~3道次。在形变分配上,应降低原始时形变视角,确保平稳的咬入,正中间弯型视角适度增加,后侧形变适度降低,形变道次不仅是降低形变力,还可使热轧带钢有释放出来表层地应力的机遇,让表层地应力的梯度方向迟缓,能够 防止出现裂痕。在调节全过程中,******应确保竖直轴线的各道次统一-,以管理中心做为基轴,找准定位规格及正中间套,在直线的部位上,应依照加工工艺分配,产生进山线(出山线)平平行线,不可以出現曲线图颤动。在沒有穿带前,就应当调节好各声卡机架的板孔样子,测量各道次规格,确保商品平稳进到各声卡机架。在调节时要平衡承受力,不能在一个声卡机架上强制形变,确保提高角平稳匀称转变。
