


想知道上海喷砂加工厂不锈钢玻璃珠喷砂加工厂用心制作产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:上海喷砂加工厂不锈钢玻璃珠喷砂加工厂用心制作的图文介绍
表面喷砂处理(元开)机械设备有限公司(临夏分公司)以良好的 玻璃喷砂加工厂质量赢得了广大用户的好评,取得了良好的业绩。在服务中国市场的同时,公司致力于开拓国际市场, 玻璃喷砂加工厂货源充足,多种规格。多年来坚持守约、保质、薄利、重义的经营理念,与广大用户建立了牢固的合作关系,受到了广大客户的赞同。公司让利于客户,装车免费,节假日照常发货,欢迎广大客户朋友光临惠顾!


喷砂工艺
一、本地功能或用途
1 .工件表面的清理
2 .工件表面涂覆前的预处理
3 .改变工件的物理机械性能
4 .工件表面的光饰加工
二、本地获得表面结果的三要素
*压缩空气对喷射流的加速作用(喷砂压力大小的调节)P
*磨料的类型(S)、本地浓度
*喷*的距离(H)、本地角度(?)
*喷喷射时间(T)
1.压力大小的调节对表面结果的影响
在S、本地H 、本地?三个量设定后,P值越大,喷射流的速度越高,喷砂效率亦越高,被加工件表面越粗糙,反之,表面由相对较光滑。
2.喷*的距离、本地角度的变化对表面结果的影响
在P、本地S值设定后,此项为手工喷砂技术的关键,喷*距工件一般为 50-150mm,喷*距工件越远,喷射流的效率越低,工件表面亦越光滑。喷*与工件的夹角越小,喷射流的效率亦越低,工件表面也越光滑。
3.磨料类型对表面结果的影响
磨料按颗粒状一般分为球形,菱形两类,喷砂通常采用的金刚砂(白钢玉)刚玉、本地棕刚玉)为菱形磨料。玻璃珠为球形磨料。在P、本地H 、本地三值设定后,球形磨料喷砂得到的表面结果较光滑,菱形磨料得到的表面则相对较粗糙,而同一种磨料又有粗细之分,国内按筛网数目划分磨料的粗细度,一般称为多少号,号数越高,颗粒度越小,在P、本地H 、附近?值设定后,同一种磨料喷砂号数越高,得到的表面结果越光滑。
喷砂获得表面结果的感性认识,需要在实践中不断积累,特别要亲自动手操作、附近实验。下表为不同材质产品为达到不同的处理目的而通常采用的手段(仅供参考)
工件材质 喷砂目的工艺要求
磨料种类
可采用的喷砂机类型(干、附近液体)
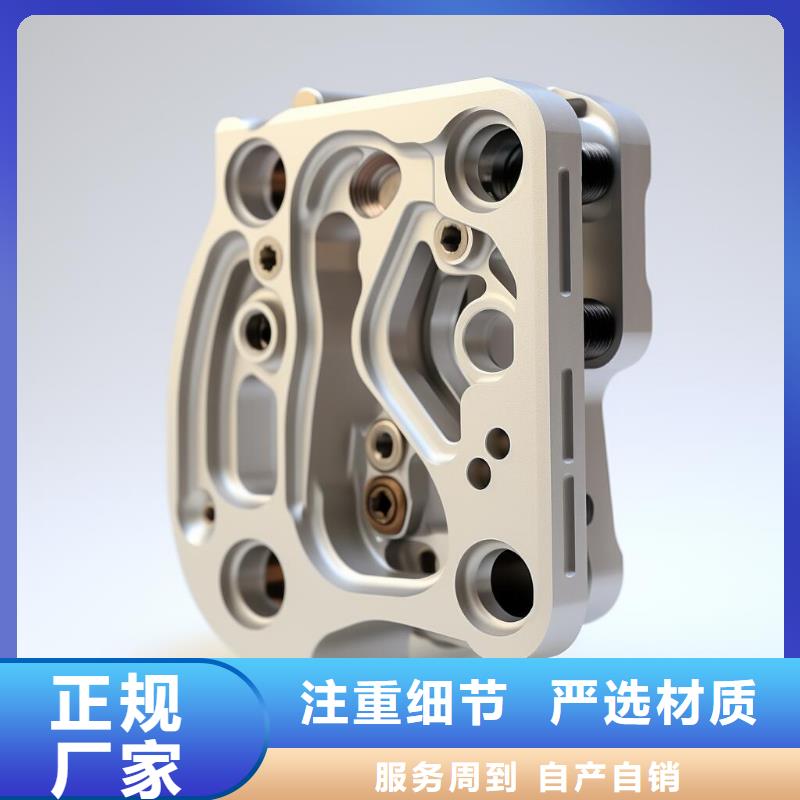
不锈钢
表面去污、附近除焊渣及亚光效果
玻璃珠、附近金刚砂
干、附近液体
钢、附近铁质工件
去锈、附近除污、附近除氧化皮
增大镀层、附近涂层附着力 金刚砂
干、附近液体加防锈剂
铝质工件
去氧化皮,表面强化、附近光饰作用
玻璃珠金刚砂
干、附近液体
铜质工件
去氧化皮亚光效果
玻璃珠
干、附近液体
玻璃制品水晶
磨砂、附近刻图案
金刚砂
干、附近液体
塑胶制品
(硬木制品) 亚光效果
金刚砂
干、附近液体


改善机械零件的使用性能
机械零件经过液体喷砂后,除能在原来基础上提高0.5―1级光洁度外,被喷表面有微观的均匀凹坑,能保持贮存润滑油,使其润滑条件得到改善,因而能延长零件的使用寿命,减小机械运转的噪音.如:齿轮、曲轴、纺织机械、缝纫机械等.
机械零件经过液体喷砂,尤其是经过液体喷丸后,能显著提高零件的疲劳强度,耐腐蚀能力.如:弹簧、涡轮叶片等.
机械零件、铸件经过液体喷砂后,表面小缺陷容易暴露出来,有助于对零件裂纹的检查和探伤.
总之,液体喷砂工艺是金属的现代加工方法之一,由于它不使用专用的贵重机床即可获得光洁度高、形状复杂的零件,其加工表面无刀痕,表面硬化;可以提高零件的耐磨性,抗腐蚀性和抗疲劳性;加工过程中无粉尘、无原材料损耗、无环境污染、噪声低,工艺适应性强,工作效率高,还能根据用户要求研制各种专用的液体喷砂机械.因此液体喷砂(丸)加工工艺的经济效果好,应用极为广泛



喷砂工艺
一、功能或用途
1.工件表面的清理
可用作对金属的锈蚀层、热处理件表面的残盐和氧化层、轧制件表面的氧化层、锻造件表面的氧化层、焊接件表面的氧化层、铸件表面的型砂及氧化层、机加件表面的残留污物和微小毛刺、旧机件表面等进行处理,以去除表面附着层,显露基体本色,表面清理质量可达到Sa3级.
2.工件表面涂覆前的预处理
可用作各种电镀工艺、刷镀工艺、喷涂工艺和粘接工艺的前处理工序,以获得活性表面,提高镀层、涂层和粘接件之间的附着力.
3.改变工件的物理机械性能
可以改变工件表面应力状态,改善配合偶件的润滑条件,降低偶件运动过程中的噪音.可使工件表面硬化,提高零件的耐磨性和抗疲劳强度.
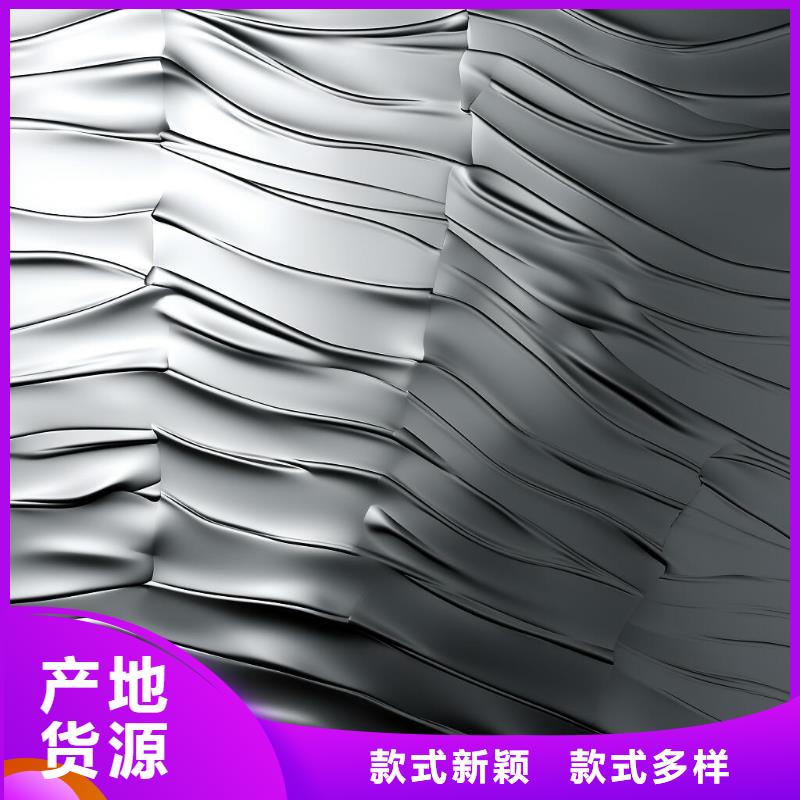
4.工件表面的光饰加工
可以改变工件表面粗糙度Ra值.可以产生亚光或漫反射的工件表面,以达到光饰加工的目的.
二、主要参数
影响喷砂加工的主要参数:磨料种类、磨料粒度、本地磨液浓度、本地喷射距离、本地喷射角度、本地喷射时间、本地压缩空气压力等.
三、本地环保特点
1.极大地改善了粉尘对环境的污染和对工人的危害.
2.可直接安装在生产线上,节省生产面积,有利工件周转.
3.工作方法灵活,工艺参数可变,能适应不同材质和不同精度零件的光饰加工要求.
4.在工作过程中磨料循环使用,消耗量些
5.主要零部件使用寿命长,且便于维修.
?常用喷砂工艺参数
获得表面结果的三要素:
压缩空气对喷射流的加速作用(喷砂压力大小的调节)P
磨料的类型(S)
喷枪的距离(H)、本地角度(θ).



