




为了给您提供更的电气焊虎振挖掘机学校随到随学产品信息,解锁电气焊虎振挖掘机学校随到随学产品新体验,视频带你玩转每个细节!
以下是:电气焊虎振挖掘机学校随到随学的图文介绍


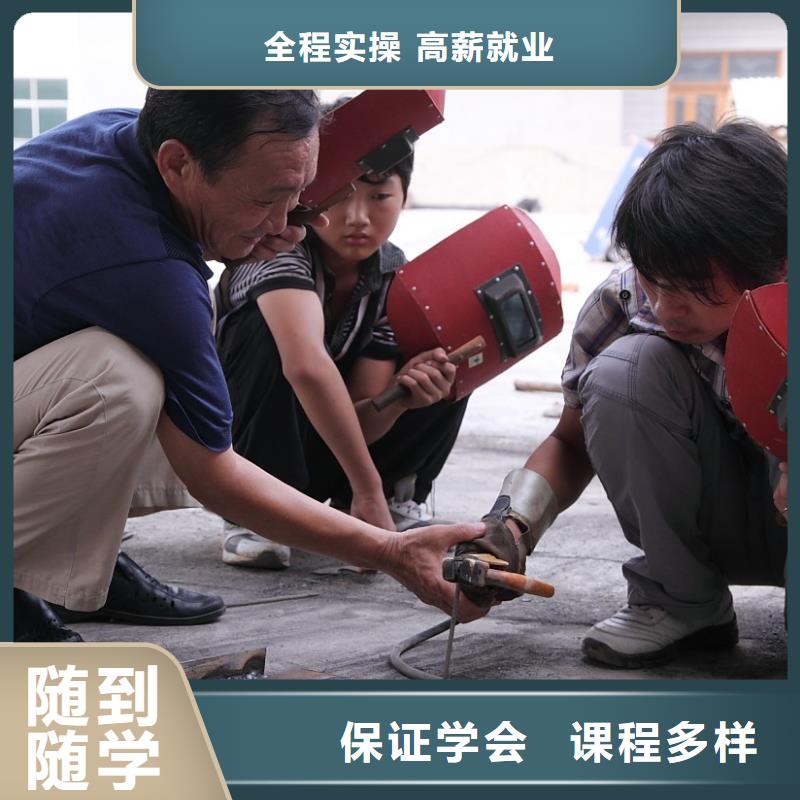
气焊、气割、电焊设备的使用与操作,注意事项等,以操作为主。
一、焊条电弧焊的焊接过程
开始焊接时,在焊条与焊件之间,先接短路,然后立即起焊条到一定距离,将电弧引然,在电弧的高温作用下使药皮、焊芯及工件熔化,形成熔池。
焊条的焊芯熔化时,是以熔滴的形式向熔池过渡的。药皮熔化过程中产生的气体充满在电弧和溶池周围,产生的熔渣覆盖在液体金属上面,起着保护液态金属的作用,同时和熔化了的焊芯、母材发生一系列的治金反应,这种反应能精炼焊缝金属,提高焊缝质量。



随着 电气焊工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的 电气焊生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,全日制大专(莱芜分公司)健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!



所以,保护气体应选用氩气和二氧化碳的混合气,氩气的比例为75%,二氧化碳的比例为25%,这种混合气在对车身板件焊接时效果 。
在车身焊接时,要按照制造厂提供的维修手册作业,每个板件所要求的焊接方法各有不同。经常使用的焊接方法有搭接焊、对接焊和塞焊,对车身板件的焊接要注意电流尽量小,能用小电流焊接的不要用大电流焊接。焊接时要采用分段焊接,使每个焊缝都能够得到充分的冷却,以防止板件变形。
二、电阻点焊:
在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。
在车身焊接时,要按照制造厂提供的维修手册作业,每个板件所要求的焊接方法各有不同。经常使用的焊接方法有搭接焊、对接焊和塞焊,对车身板件的焊接要注意电流尽量小,能用小电流焊接的不要用大电流焊接。焊接时要采用分段焊接,使每个焊缝都能够得到充分的冷却,以防止板件变形。
二、电阻点焊:
在车身制造中被大量应用的电阻点焊,现在在修理中也逐步开始应用了。
随着汽车材料的发展,有些超高强度钢不能采用气体保护焊焊接。气体保护焊焊接的热量会破坏超高强度钢的内部结构,使其强度降低。所以只能采用电阻点焊来修理。电阻点焊还有一个 的优点是受操作者的影响比较小,只要调整好焊接压力、焊接电流和焊接时间后,每个焊点的焊接质量基本不会发生大的偏差,焊接质量比较稳定。



huanglong

3),明代科学家宋应星在《天之开物》一书中,对锻焊和钎焊技术也作了详细的叙述,证实了当时人们懂得了在锻焊时使用熔剂,获得了较高的质量接头。
4),另外古时关于用响铜末者为大焊,用锡末者为小焊的记载,证实了我们至今还大量使用铜、银、锡及合金的钎焊方法
5)在秦始皇古墓中的铜马车就是大量采用了钎焊的焊接培训技术
4),另外古时关于用响铜末者为大焊,用锡末者为小焊的记载,证实了我们至今还大量使用铜、银、锡及合金的钎焊方法
5)在秦始皇古墓中的铜马车就是大量采用了钎焊的焊接培训技术