



为了让您更地了解我们的滚压管_热轧油缸管来图加工定制产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:河南开封滚压管_热轧油缸管来图加工定制的图文介绍

河南开封珩磨管油缸管绗磨管珩磨管淬火裂纹的成因 马氏体的本质脆性是珩磨管淬火裂纹的内因,而马氏体的晶体结构、化学成分、冶金缺陷等是马氏体本质脆性的影响因素;各种工艺条件、零件尺寸形状等引起的宏观内应力的大小、方向、分布状态等是珩磨管淬火裂纹的外因。下面将从微观到宏观,从内部到外部对钢件的珩磨管淬火裂纹进行分析。2.1 马氏体本质脆性——钢件珩磨管淬火裂纹的内因
众所周知,中高碳钢珩磨管淬火后,其韧性低,脆性大,易产生显微裂纹和宏观开裂。这主要是由马氏体的本质脆性决定的。而马氏体的本质脆性又决定于材料的冶金质量、含碳量和合金元素、原始组织状态、马氏体的组织结构、显微应力及显微裂纹等。
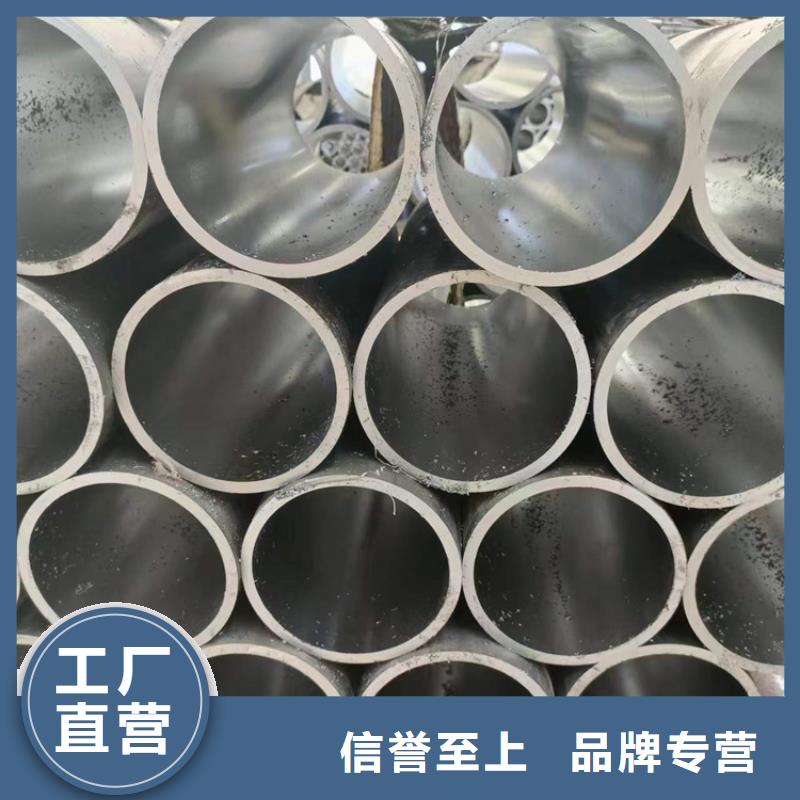
滚压管


河南开封珩磨管油缸管绗磨管大送进角下导致顶头与轧辊的辗轧锥更不平行。
③轧辊转速不当也会影响壁厚精度。
(4)管坯的定心和加热。
定心孔偏心和加热不均匀(阴阳面)都将造成壁厚不均。
(5)穿孔机的刚度、结构和调整。
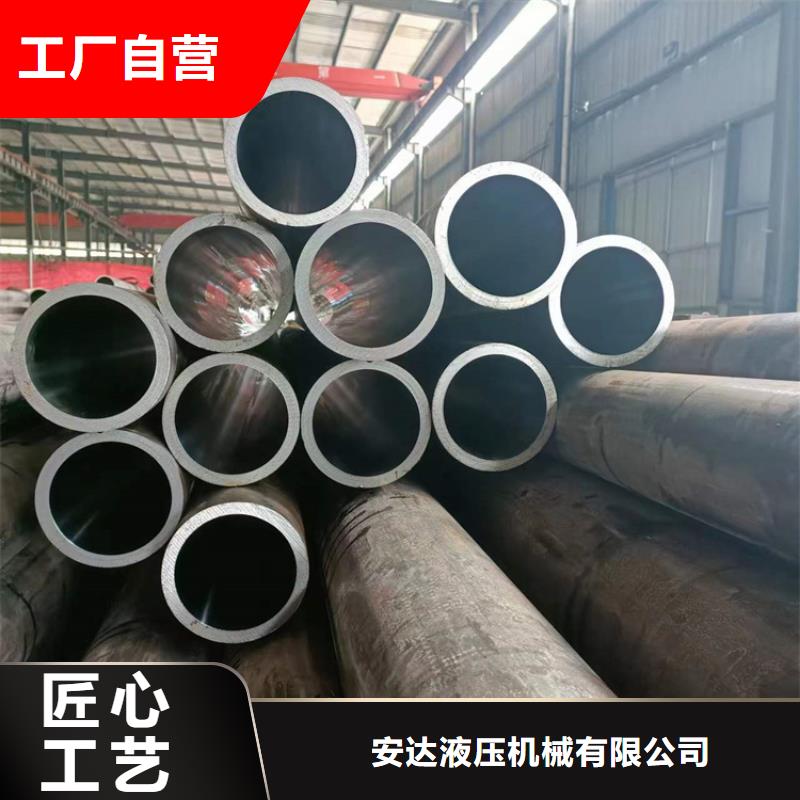
穿孔机的机身刚度不够,其上的锁紧机构不可靠;顶杆的定心装置调整不准确,运行不可靠和距离机身较远;轧制中心线的调整,一般采用低于轧机中线,其目的是提高轧件的稳定性,若调整过大,因轧制线下移后,变形区内工具之间的相对关系发生了非对称变化,也会影响毛管的壁厚不均。滚压管



液压机械(开封市分公司)是一家集 高精度空心杆的研发、生产、销售和服务的综合性企业。公司专业生产 高精度空心杆等产品。 作为一个自创性生产企业的代表,我公司一直秉承提高单个产品附加值的理念,将“提供优质产品和满意服务,为客户创造高的价值”公司使命贯彻始终,坚持以“服务,创新,专精,务实!”的公司经营理念,

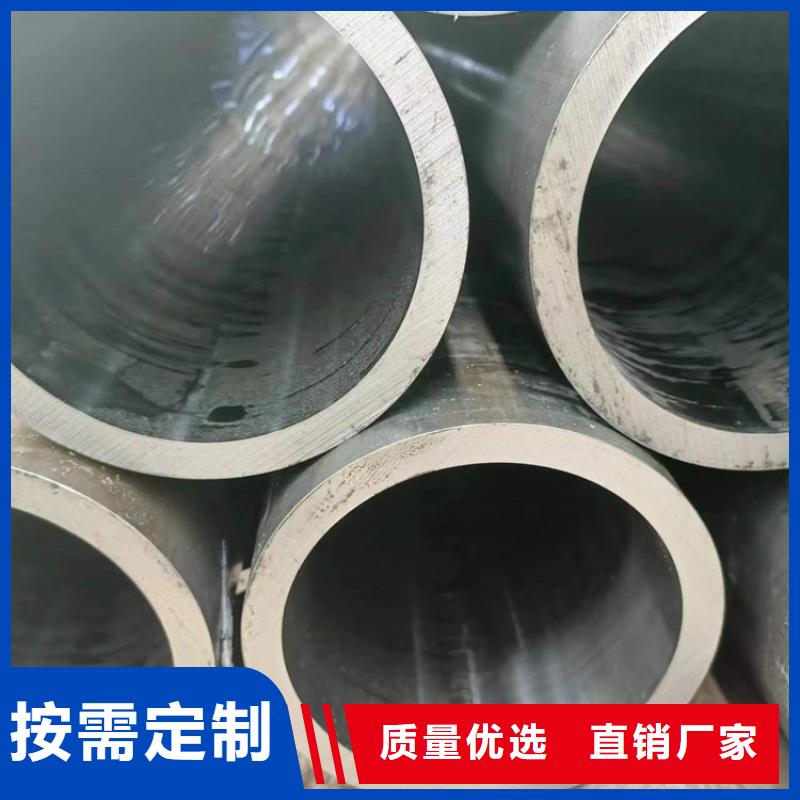
河南开封珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍滚压管
1、 结构分析:
1、 φ50mm×770mm本身的圆度公差为0.005mm。
2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。
3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。
4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。
5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。

