



直缝管_无缝钢管源头工厂的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:直缝管_无缝钢管源头工厂的图文介绍


焊接工艺:
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。



钢兴钢管 (江苏省分公司)位于风化店乡后枣园工业区,地理位置优越,交通便利。钢兴钢管 (江苏省分公司)是一家以 流体管生产、销售及安装为一体的企业。公司自成立以来,坚持以“顾客满意”为宗旨,以“不断”为经营理念,以“科学管理”为手段。以“信誉至上”为基本原则。钢兴钢管 (江苏省分公司)在生产 流体管深受广大客户的赞扬,具有良好的信誉。企业目标:质量,立业之本,管理,强业之路;效益,兴业之源。今日的质量,明日的市场。 以科技为动力,以质量求生存。 以质量求生存,以质量求发展,向质量要效益。 效益来源于服务社会的回报。



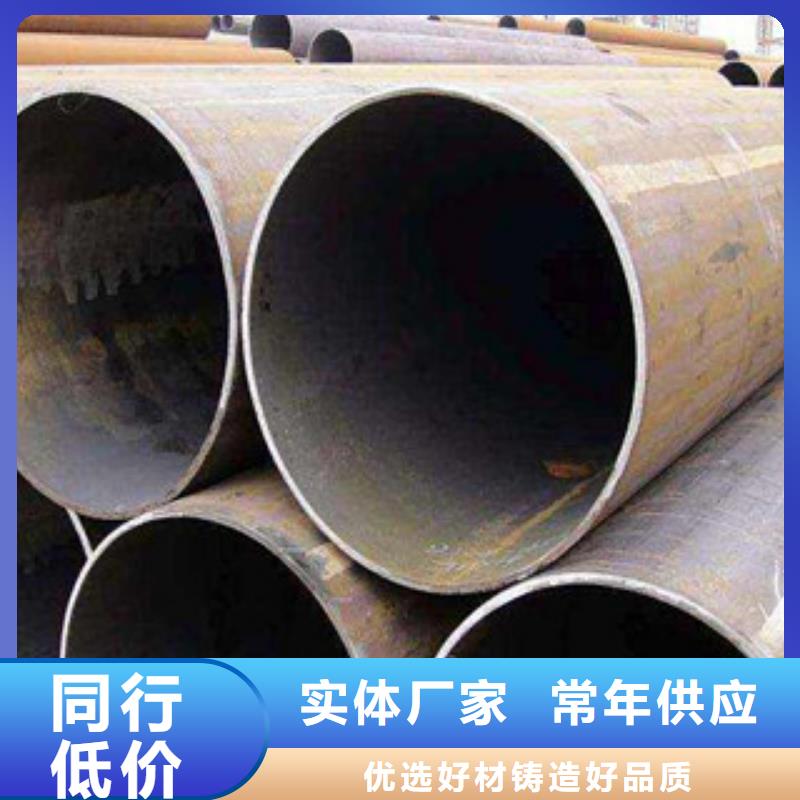
大口径厚壁直缝管的材质主要有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。大口径厚壁直缝管的主要生产流程为板探-铣边-预弯边成型-预焊-内焊-外焊-超声波检验-X射线检查-扩径-水压试验-倒棱-超声波检验。采用的是埋弧焊焊接工艺。埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。当焊丝确定以后配套用的焊剂则成为关键材料,它直接影响焊缝金属的力学性能、抗裂性能、焊接缺陷发生率及焊接生产率等。不同材质的管材需要不同的焊丝进行配套使用。埋弧焊是当今生产效率较高的机械化焊接方法之一,它的全称是埋弧自动焊,又称焊剂层下自动电弧焊。大口径厚壁直缝管的外径以d表示,L表示长度。



直缝焊管阶段成型法:阶段成型法是纵向由一系列成对孔型辊组成的成型法。它还可以按管坯横向成型特点分类和按管坯纵向成型特点分类。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。
(1)根据横向成型特点的分类:带钢在连续成型过程中依其横截面塑性弯曲的轨迹不同而可以分为带钢边部开始弯曲的边缘弯曲成型法、由带钢的中部开始弯曲的中心弯曲成型法、在带钢全宽上进行弯曲的圆周弯曲成型法以及双半径孔型弯曲成型法。
(2)根据管坯纵向成型的特点分类:按成型管底线的分布形式来划分,焊管成形也可以分成四种,即上山成型法、下山成型法、底线水平法和边缘线水平法。上山成型法产生的拉伸为 :下山成型法所产生的纵向拉伸应变在沿管坯宽度方向各部分的分布是均匀的,且边缘延伸为小。
(3)阶段成型方法的进步:目前在焊管成型方面开始采用如W反弯弯曲成型法(成型机组的前几架采用W反弯型轧辊)、F.F成型法(成型前段由4架组合平辊和6架群集立辊组成)等较为先进的成型方式,对改善成型质量起到了积极作用。

