



我们为您呈现了一部精彩绝伦的弯管品牌大厂家产品视频,让您感受产品的独特之处。
以下是:弯管品牌大厂家的图文介绍

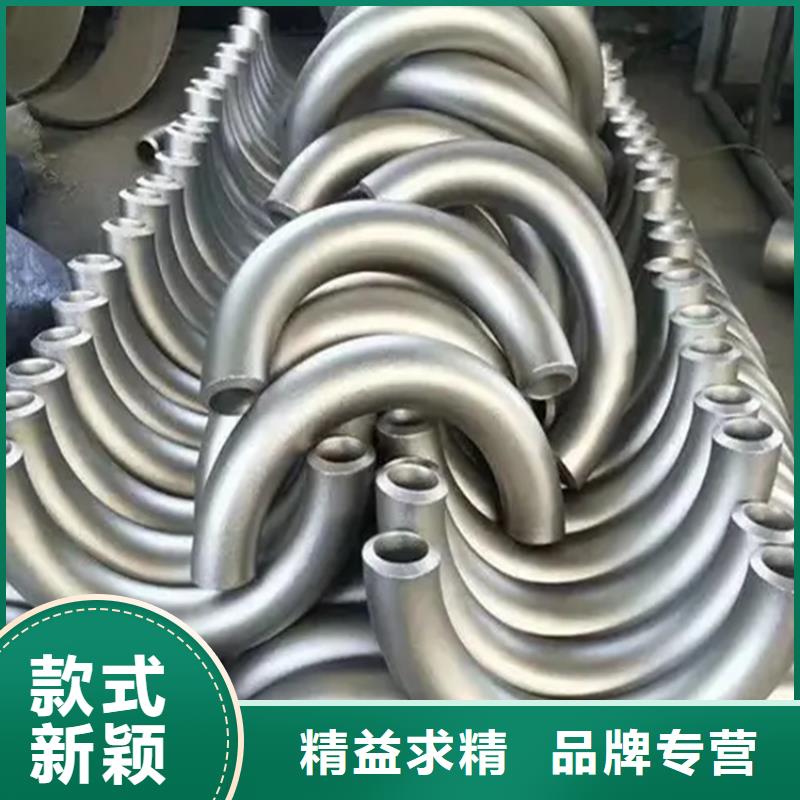
弯头的分类你了解多少呢,众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。 弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。 用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。 弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。 冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。 在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。 有两种生产方法: 一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。 另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。 根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。 弯管生产的技术要求: 需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。


航萧管件有限公司(呼伦贝尔分公司)是一家以 中频弯管为主、集设计、生产、施工支持为一体的生产研发公司。
主要产品有 中频弯管等,争取为每一位客户提供 中频弯管整体解决方案,用心解决掉客户问题。
公司成立至今,我们遵循凡事有交代,件件有着落,事事有回音的“靠谱”原则,为公司的自身品牌形象树立标准。让客户把事情交给我们放心。




主要特点/弯管机,结构方面 弯管机图册 1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易; 2、床身结构稳固,不易变形; 3、每一档可设定16个弯管角度,记忆体可储放16组档案; 4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°; 5、错误讯息在屏幕上显示,帮助操作者立即排除; 6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。 工艺方面 弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为保证管件成形质量,必须控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。


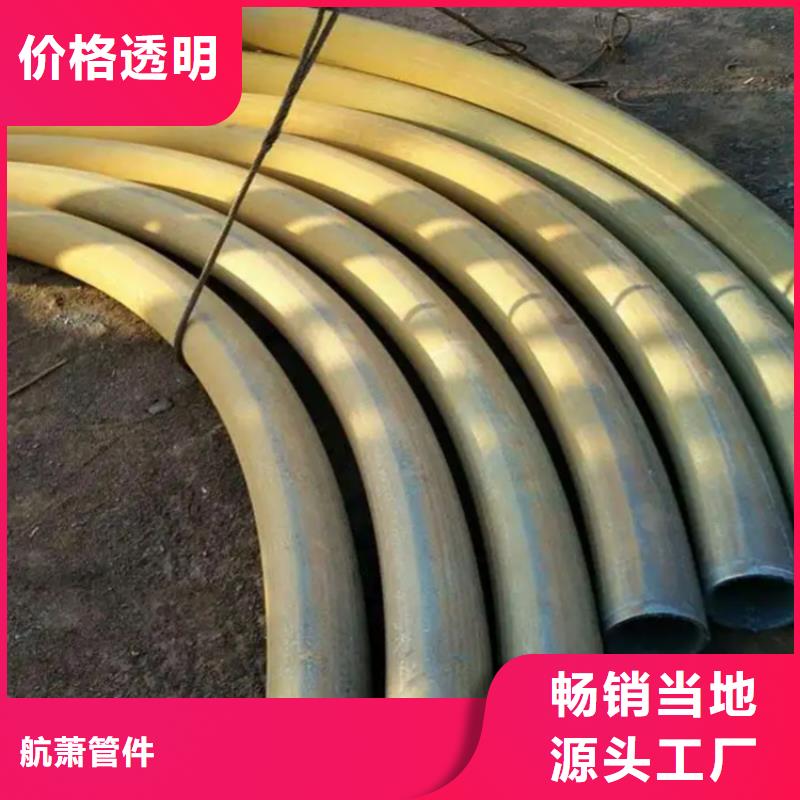
弯管制作褶皱原因哪些因素影响成本在加工过程中,每一弯折全是根据好多个弯折进行的,在加工过程中能够 合理地将无缝钢管放到弯折机里,那样机器设备就会对无缝钢管释放弯折扭距,使无缝钢管的布局造成适度的形变。根据前端开发的模主液压缸的支撑点,可以在上面锻炼,弯管使无缝钢管沿着模曲线图南部弯曲变直到弯曲成型,商品在生产加工的全过程中产生无缝钢管的形变弯管曲线图能够 依据其规格型号和材料不一样的无缝钢管塑性形变阀值合理明确,不一样的无缝钢管相匹配不一样的下模,商品在弯折全过程中不可以使管挨近前工装夹具。必须合理的放到挨近上模弯折缸一侧,弯管内胎后侧超过上胎的后侧150mm上下,另外在开展前3次弯折的全过程中为弯折缸的升程不适合过大,在后步工艺流程中弯折缸升程应慢慢增长。假如构造层面可以设计构思的更加有效,是能够 降低一些损坏难题的。像这样依赖的那样,在中后期应用的情况下,可以确保应用的质量,合理地提高应用时间。好的,人们弯管是如何合理地把握设计构思的呢?下人们必须考虑的个问题是弯管加工部件的设计。正因为在不同的办公环境中,人们对实际的规定是不同的。例如,在气力输送系统中,由于容易损坏,使用周期一般较短。坚持以后在设计构思的那时候,人们要尽可能的减少2个管材中间的空隙。次之,在设计构思弯管生产加工商品时,应尽可能确保循环系统的实际效果。这是为了避免原材料长期滞留在管道中,降低原材料间的冲击及其损伤的课题。正因为弯管生产加工度的设计构想更有效。伴随着时期的迅猛发展,各种各样生产工艺的不断创新和健全。人们会发觉,弯管机器设备也愈来愈多元化了。另外,因为客户要求的,弯管生产设备的特性也在改进和。只能那样才可以满足客户需求的要求。在生产加工弯管的情况下,务必留意到一个难题,那便是商品的生产成本。实际上,危害弯管生产成本的要素有许多。我们一起一起看一下实际的內容。比如,人们应用磨具具、设备维护等将涉及到成本费变化,而人力资本也会危害产品成本。



