

【新品发布,视频先行!】冷拔管精拉无缝钢管现货交易产品,等你来探!
以下是:冷拔管精拉无缝钢管现货交易的图文介绍

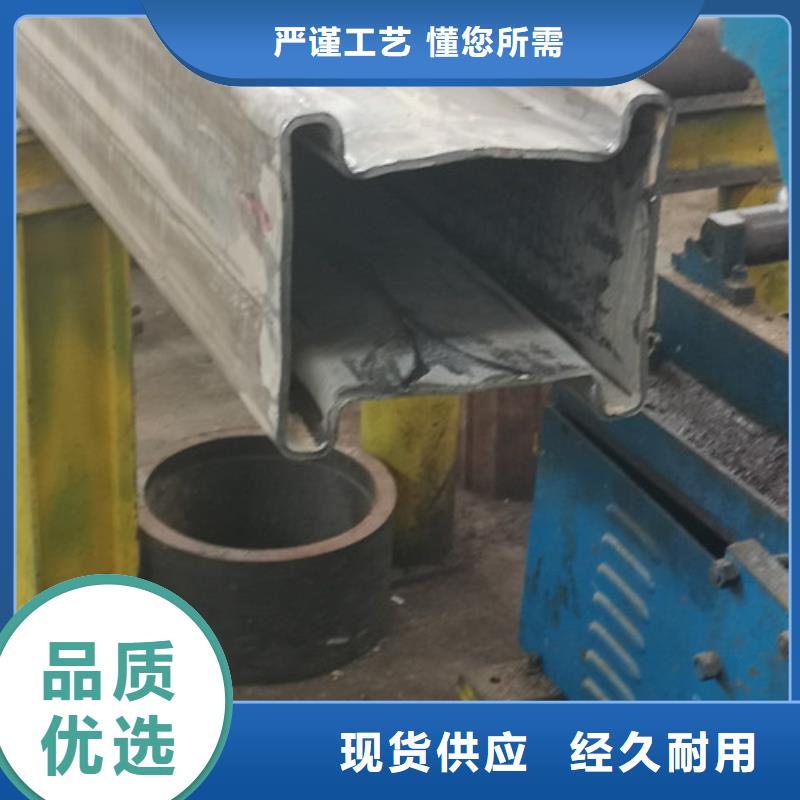
冷拔钢管生产工艺
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。
冷拔钢管,冷轧钢管机组是用冷轧、冷拔或冷轧和冷拔相结合的冷加工方法生产管材的整套装备组合,是对热轧管材或焊接管进行深度加工的机组。
依据金属的加工性能、管材尺寸、质量要求以及投资和效益来选择不同的加工方法及相应的辅助工序。冷轧冷拔管的基本工序有:(1)管料供给,所用管料为热轧成品管或半成品管、挤压管以及焊接管;(2)管料准备,包括检查、打捆、酸洗、清洗、冲洗、中和、烘干、涂润滑剂等;(3)冷加工(冷轧或冷拔);(4)成品精整包括成品热处理、矫直、取样、切头尾、检查(人工检查和各种探伤)、水压试验、涂油、包装、入库等。不同的产品精整内容有所差异。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN, 为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。


冷拔管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
冷拔管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产冷拔管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。冷拔管的焊接工艺。



精拉管业(河池市分公司)是精于 精拉无缝钢管系列产品的应用研究和开发,致力于广大客户提供专业化和个性化服务的公司。我们专业生产 精拉无缝钢管等。公司主营产品 精拉无缝钢管。精拉管业(河池市分公司)诚始终坚持以“品质是企业的生命”这一理念永续经营,本着“质量至上诚信经营”的经营理念及“用心服务感动客户”的销售理念去赢得客户赢得市场,持续不断为广大客户提供z u i的 精拉无缝钢管解决方案,勤劳和真诚的我们愿与您携手共进,共赢未来!



冷拔钢管的品质把控,才可以性地开展生产制造实际操作,也是确保作业者生命的必定因素。主要用途关键于大跨距钢结构网架、工程建筑钢结构工程施工、电力工程及高压输变电工程项目、机械自动化、海底隧道、公路桥梁、(汽车站、飞机场、运动场馆钢结构工程施工)、市政管网、基本基础打桩、水煤气管道和公路建设等服务设施。
1、依据冷拔钢管焊接方法技术规范核查焊条和助焊剂的规格型号是不是恰当,避免错用焊条和助焊剂而导致电焊焊接事故。
2、对电焊焊接自然环境开展监管,当电焊焊接自然环境不太好(溫度小于0℃、空气湿度超过90%)时要采取有效对策后开展电焊焊接。
3、预焊前先检测焊缝规格,包含空隙、钝边、视角及错口等是不是合乎加工工艺规定。
4、在埋弧全自动內外电焊焊接全过程中采用的电焊焊接电流量、电焊焊接工作电压、电焊焊接速率等加工工艺主要参数是不是恰当。
5、监管电焊焊接工作人员在埋弧全自动內外电焊焊接时灵活运用冷拔钢管管端引弧板长短,內外电焊焊接时引弧板的应用率,这有利于管子端尾电焊焊接品质。
6、监管电焊焊接工作人员在焊补时是不是先将炉渣整洁、是不是已完全解决连接头,焊缝处是不是有机油、锈迹、渣、水、漆等废弃物。
冷拔钢管主要是根据支撑力减径,中空对接焊缝没有芯轴的持续冷轧而进行。
1、依据冷拔钢管焊接方法技术规范核查焊条和助焊剂的规格型号是不是恰当,避免错用焊条和助焊剂而导致电焊焊接事故。
2、对电焊焊接自然环境开展监管,当电焊焊接自然环境不太好(溫度小于0℃、空气湿度超过90%)时要采取有效对策后开展电焊焊接。
3、预焊前先检测焊缝规格,包含空隙、钝边、视角及错口等是不是合乎加工工艺规定。
4、在埋弧全自动內外电焊焊接全过程中采用的电焊焊接电流量、电焊焊接工作电压、电焊焊接速率等加工工艺主要参数是不是恰当。
5、监管电焊焊接工作人员在埋弧全自动內外电焊焊接时灵活运用冷拔钢管管端引弧板长短,內外电焊焊接时引弧板的应用率,这有利于管子端尾电焊焊接品质。
6、监管电焊焊接工作人员在焊补时是不是先将炉渣整洁、是不是已完全解决连接头,焊缝处是不是有机油、锈迹、渣、水、漆等废弃物。
冷拔钢管主要是根据支撑力减径,中空对接焊缝没有芯轴的持续冷轧而进行。



