




观看我们的产品视频,就像打开了一扇通往球墨铸铁型材球墨铸铁管的简单介绍产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:球墨铸铁型材球墨铸铁管的简单介绍的图文介绍

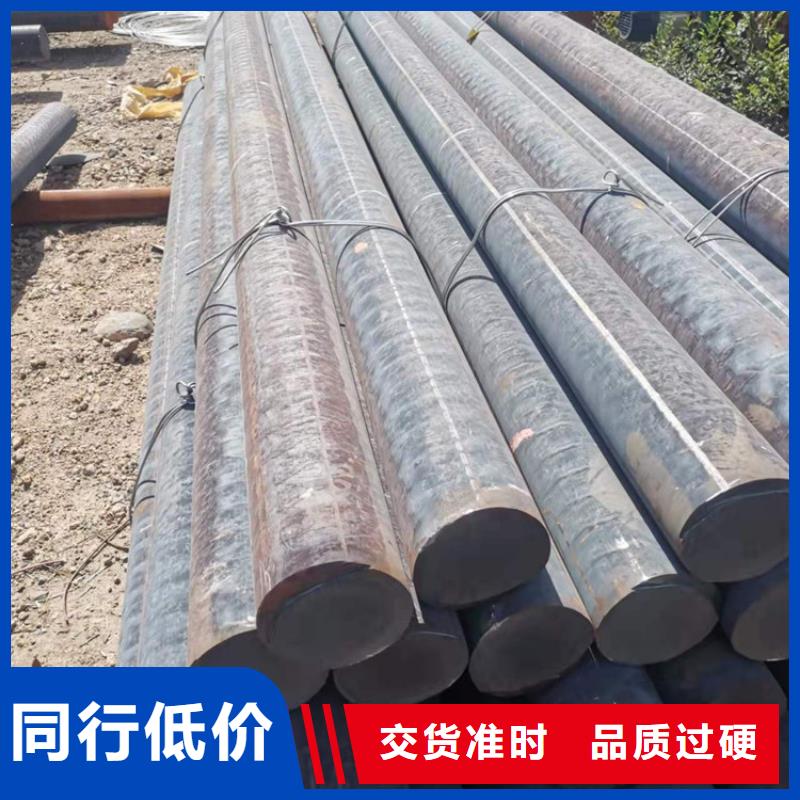
由于型材在水冷石墨型中凝固,使得组织非常细小,致密度明显高于一般砂型铸件,且工艺成熟,质量可靠,产品率高达 95%,使成本下降 20~ 40%。 球墨铸铁型材彻底的以往普通铸铁产品存在的气孔、砂眼、夹渣、裂纹、裂缝等缺陷。铸铁型材具有良好的强度、密度、抗拉、减压、抗磨性。产品表面光洁、尺寸精度高、加工余量小等特点。其中***为显著的特点是,机械性能优越有着高强度与高韧性相结合及优良的抗疲劳性能。 适用范围 1、 各种金属零件加工; 2、 钣金、箱体、金属结构; 3、 钛合金、高温合金、非金属等机械加工; 4、 风洞燃烧室设计制造; 5、 非标设备设计制造。 6、 模具设计制造。


球墨铸铁型材加工零切批发厂家提供多种材质规格球墨铸铁棒,生铁棒,灰铁棒,灰口铸铁棒等球铁棒产品,价格合理,供货及时。铸铁型材主要经营球墨铸铁、灰口铸铁棒、灰铁棒、生铁棒、铸铁型材水平连铸等,球墨铸铁棒广泛应用于各行各业。相对于中低碳钢,使用连续铸铁加工的零部件,同比重量降低24%,人工加工成本节省66%,刀具节省70%;而对于砂铸件,连续铸铁基体组织致密,耐油压、气密性和成品率高的特点更为突出。为更多的机械制造行业提供整套高品质、低成本、低能耗的解决方案。专业铸就品质,格物方能改变,铸铁型材持续推进产品向服务转型,期待与您共同构建专业品牌。



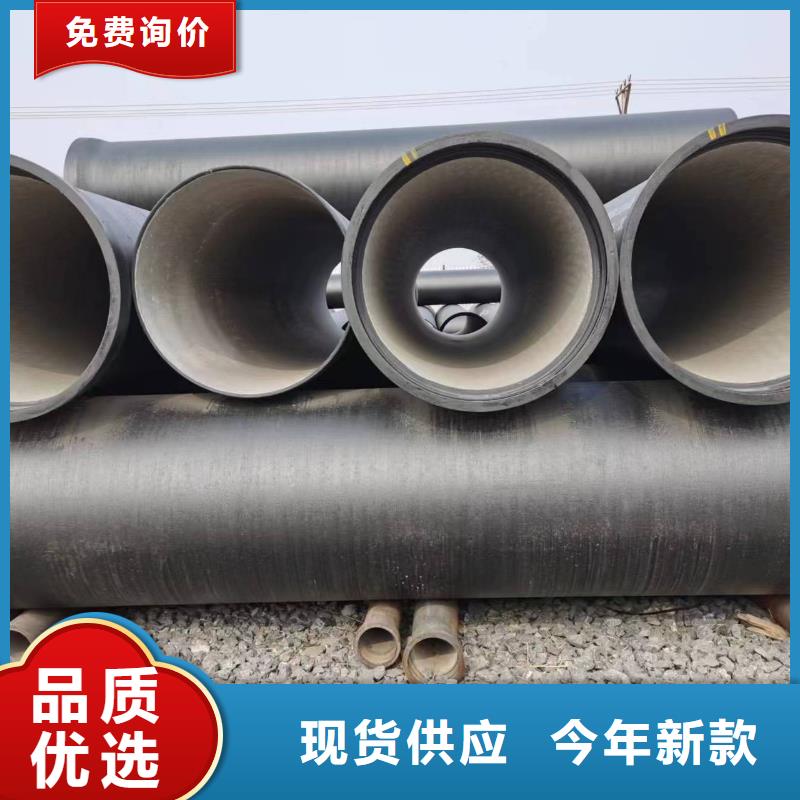
您好,感谢您在万千 国标K9球墨铸铁管中您找到了我们,关于 国标K9球墨铸铁管的任何问题,您都可以通过页面的联系方式找到我们,我们会给您细致的回答。


由于球墨铸铁型材在水冷石墨型中凝固,使得组织非常细小,致密度明显高于一般砂型铸件,且工艺成熟,质量可靠,产品率高达95%,使成本下降20~40%。铸铁型材彻底的以往普通铸铁产品存在的气孔、砂眼、夹渣、裂纹、裂缝等缺陷。铸铁型材具有良好的强度、密度、抗拉、减压、抗磨性。产品表面光洁、尺寸精度高、加工余量小等特点。其中为显著的特点是,机械性能优越有着高强度与高韧性相结合及优良的抗疲劳性能。山东聊城飞翔公司生产的球墨铸铁型材的适用范围1、各种金属零件加工;2、钣金、箱体、金属结构;3、钛合金、高温合金、非金属等机械加工;4、风洞燃烧室设计制造;5、非标设备设计制造。6、模具设计制造。量大优惠,质优价廉。

