

以下是我们上传的【钢管折弯】耐磨钢板质量牢靠实拍视频,您可以点击观看。
以下是:【钢管折弯】耐磨钢板质量牢靠的图文介绍


钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。



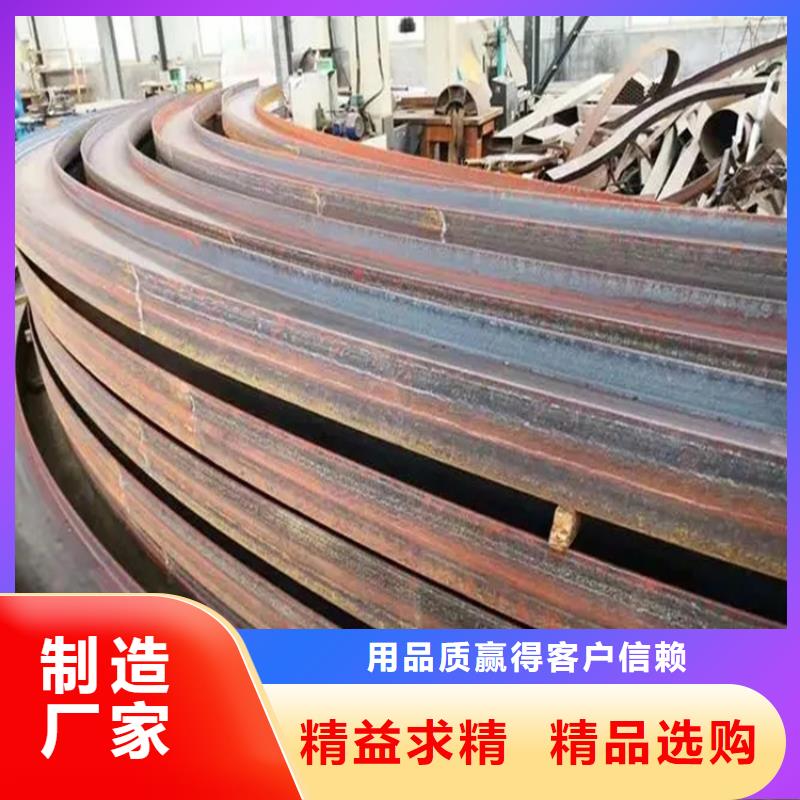
钢管折弯拉弯就是把金属板材、管材和型材弯曲成一定曲率、外形和尺寸的工件的冲压成形工艺。 拉弯成形普遍应用于制造高压容器、锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等。
压弯是常用的弯曲办法。所用设备大多为通用的机械压力机或液压机,也有用折弯压力机的。常用的滚弯设备是卷板机。三辊卷板机按三点决议一圆的道理,对板坯停止连续弯曲。
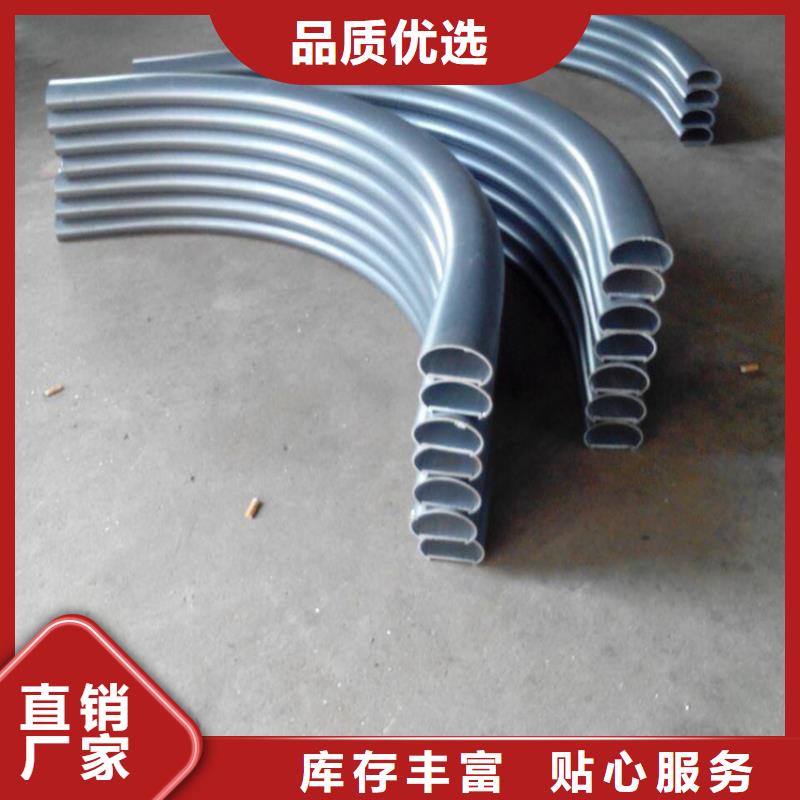
三辊卷板机具有两个传动辊(固定)和一个压下辊(可调)。调理压下辊的上下位置即可改动它与传动辊之间的相对间隔。拉弯时,板材置于传动辊和压下辊之间。
传动辊正反方向交流转动,使板材往复运动。调理压下辊使之逐渐压下,即可将板材弯曲成所需曲率的圆柱面、圆锥面和曲率较小的双曲面。


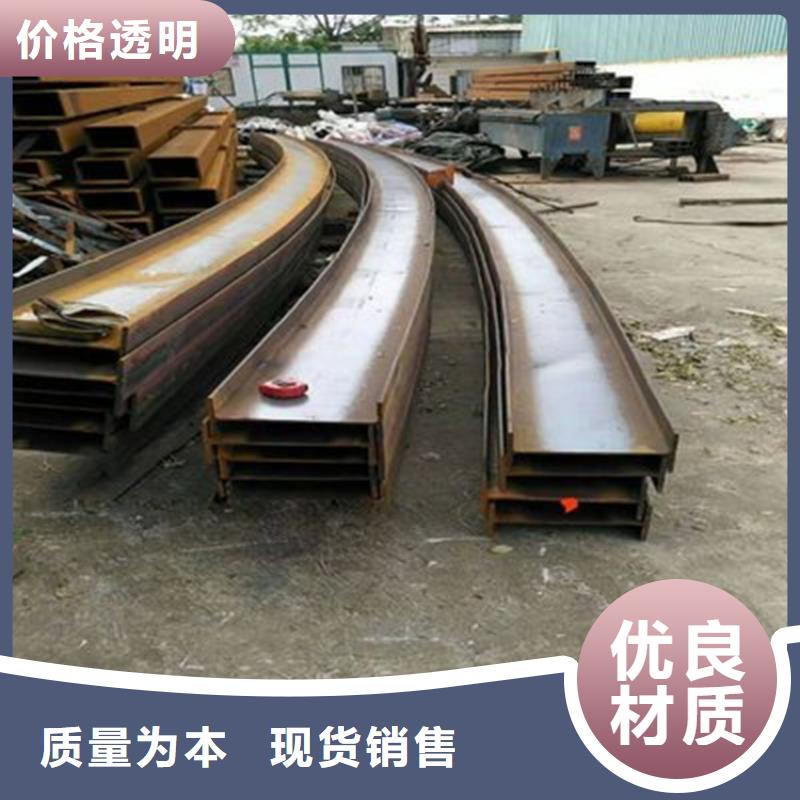
在钢管折弯加工厂中重要的便是钢管折弯设备了,设备长期使用也是需求进行保护的,那么,在使用的过程中有哪些注意事项呢?设备设备要由专业人员进行,按《机械设备设备规程》进行设备。依照设备地基图挖好根底,按图留好二次浇注孔后,进行次灌溉,次灌溉后根据气温变化凝聚2--3天。设备到位后调整水平进行第二次灌溉,待凝聚后方可工作设备。接油管油管口有必要整理洁净。接纳次第为上"回"、下"出",左面两个 为拉伸缸;中心两个为夹头缸;右边两个为拉弯缸。加油时有必要通过加油过滤网,南边68# 北方46# 抗磨液压油(170KG)两桶接线,需由专业人员操作。设备电源为380V,有必要加装漏电保护开关,控制电源为220V.注意事项:本设备电源为380V,控制电源为220V,外部有必要加装漏电保护开关。设备有必要由专业人员或通过严格训练并合格的人员进行操作。设备拉弯时有必要放置防护桩,拉弯过程中制止人员站在工件前方及夹头两边。



多年行业经验专注 无缝钢管行业,只为您提供放心的产品。货源稳定、库存充足、满足客户量大的需求。工艺严选、厂家成熟、材质直供。


