
简约设计,不简单内涵。观看我们的不锈钢管花纹钢板实力见证产品视频,用少的话语传达真实的产品价值。
以下是:不锈钢管花纹钢板实力见证的图文介绍

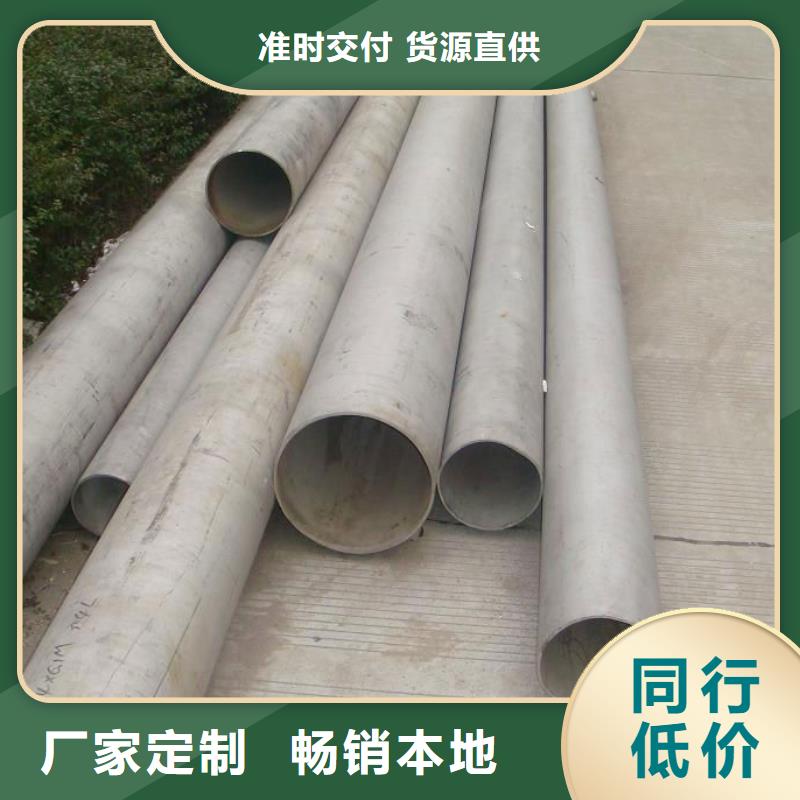
国耀宏业钢铁(阜阳市分公司)一家以开发、生产,设计等多种类型的 H型钢的大型企业,位于经济开发区国耀宏业钢铁,库存充足,公司实现流程式操作和制度化。高素质的专业职工、雄厚的资金和技术支持,更是为实现产品的卓著品质提供了有力确保。
我公司的产品常年畅销全球名地,同时也是多家知名企业的一级 H型钢供应商,我司凭着多年的生产经验,以专业的水平,专注生产,专心做事为宗旨,通过技术的创新,改革,引领行业向前发展!



用有效功率为常数的这个方式,电测记录可证实:——熔化过程的线路上有效功率实际为常数(图4a);——电弧电压是连贯的,并且在熔化过程中进路上电压大量(由F=0.25计算曲线到F=0.15的曲线测得点的变化),而电流值降低。
在熔化过程中线路电阻降低,并且所建立的电弧得到改善,弧长增加(比值Va/l)。同样,令人满意的情况是,与电弧电阻为常数时的调节相比,有效功率为常数时倾向于调向较高的电弧电阻值。在巳知电路功率,研究很强的辐射电弧时的调节型式可:——因电弧电压可能比较高,电弧的热效应很好,——由于电流降低,电极消耗。
操作结果:操作的熔化周期中有效功率平均不变,并在精炼周期中电弧的平均电阻值为常数时,使用TCE调节,当电抗不变,使用常规的调节与使用OrCE调节的周期进行比较,从操作结果可以估计出经济效果。可得到的收益是;一—能耗降低10KWh/吨,而电极消耗降低0.1公斤/吨,—一实验目的是希望达到总收益是25KWh/吨和电极消耗为0.25Kg/吨。
一一另外,除去不锈钢耐火材料的额外消耗:初可得到生产率10%的经济效益。2、熔化操作,2、1、熔化过程电弧炉生产的状态势必要求:在熔化进行过程中,按每一线路上负载所特有的性质分别进行。为了使负载降低,对于使用无烧咀而有冷却壁板的炉子,这个同样是很必要的。
在熔化过程中线路电阻降低,并且所建立的电弧得到改善,弧长增加(比值Va/l)。同样,令人满意的情况是,与电弧电阻为常数时的调节相比,有效功率为常数时倾向于调向较高的电弧电阻值。在巳知电路功率,研究很强的辐射电弧时的调节型式可:——因电弧电压可能比较高,电弧的热效应很好,——由于电流降低,电极消耗。
操作结果:操作的熔化周期中有效功率平均不变,并在精炼周期中电弧的平均电阻值为常数时,使用TCE调节,当电抗不变,使用常规的调节与使用OrCE调节的周期进行比较,从操作结果可以估计出经济效果。可得到的收益是;一—能耗降低10KWh/吨,而电极消耗降低0.1公斤/吨,—一实验目的是希望达到总收益是25KWh/吨和电极消耗为0.25Kg/吨。
一一另外,除去不锈钢耐火材料的额外消耗:初可得到生产率10%的经济效益。2、熔化操作,2、1、熔化过程电弧炉生产的状态势必要求:在熔化进行过程中,按每一线路上负载所特有的性质分别进行。为了使负载降低,对于使用无烧咀而有冷却壁板的炉子,这个同样是很必要的。



铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊焊接特点及焊接工艺铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊双面打底、焊条电弧焊盖面工艺是结合手工钨极氩弧焊和焊条电弧焊的各自优点而制定的一套经焊接。
不锈钢管手工钨极氩弧焊双面打底焊接操作过程中,利用两支焊在焊缝形成一个共同的熔池,每个焊出的流分别对内、外两侧形成立体保护区,保证了焊接区域不受空气侵入,确保了焊缝焊透和双面同步焊缝成形。双面打底焊接过程中,一般内侧焊接操作人员为主焊者,负责控制焊接速度、添加焊丝;外侧焊接操作人员为辅助配合、不加焊丝,特殊情况下视焊缝成形情况酌情添加。
由于手工钨极氩弧焊双面打底是采用二支焊同时操作,在一点维持一个熔池,因而焊接工艺参数的选择非常重要,如双面同时采取与单面焊接工艺相同的焊接工艺参数,势必造成对母材大的热输入,极易引起母材过烧,易形成晶间腐蚀倾向,影响焊缝及热影响区的机械性能。
铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊双面打底、焊条电弧焊盖面工艺关键因素之一是焊接工艺参数选择。对于铬镍奥氏体(18-8)不锈钢管焊接过程中必须严格控制热输入,即控制焊接线能量。焊接线能量是焊接电流和电弧电压之积与焊接速度的比值,直观反映焊接过程中的热输入的大小。
手工钨极氩弧焊双面打底另一关键因素是内、外两侧操作人员同步配合。操作过程中,保持同步能共同维持一个熔池,形成高质量的焊缝。反之,必然形成两个部分重合或不重合的熔池,相互间不能形成良好的立体保护,造成焊缝金属的氧化,极易在焊缝内部形成气孔、未熔合等缺陷,达不到工艺目的。
不锈钢管手工钨极氩弧焊双面打底焊接操作过程中,利用两支焊在焊缝形成一个共同的熔池,每个焊出的流分别对内、外两侧形成立体保护区,保证了焊接区域不受空气侵入,确保了焊缝焊透和双面同步焊缝成形。双面打底焊接过程中,一般内侧焊接操作人员为主焊者,负责控制焊接速度、添加焊丝;外侧焊接操作人员为辅助配合、不加焊丝,特殊情况下视焊缝成形情况酌情添加。
由于手工钨极氩弧焊双面打底是采用二支焊同时操作,在一点维持一个熔池,因而焊接工艺参数的选择非常重要,如双面同时采取与单面焊接工艺相同的焊接工艺参数,势必造成对母材大的热输入,极易引起母材过烧,易形成晶间腐蚀倾向,影响焊缝及热影响区的机械性能。
铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊双面打底、焊条电弧焊盖面工艺关键因素之一是焊接工艺参数选择。对于铬镍奥氏体(18-8)不锈钢管焊接过程中必须严格控制热输入,即控制焊接线能量。焊接线能量是焊接电流和电弧电压之积与焊接速度的比值,直观反映焊接过程中的热输入的大小。
手工钨极氩弧焊双面打底另一关键因素是内、外两侧操作人员同步配合。操作过程中,保持同步能共同维持一个熔池,形成高质量的焊缝。反之,必然形成两个部分重合或不重合的熔池,相互间不能形成良好的立体保护,造成焊缝金属的氧化,极易在焊缝内部形成气孔、未熔合等缺陷,达不到工艺目的。

