

联系我们

当前位置:
[丹东]建顺金属制品有限公司 >
丹东本地行业热点
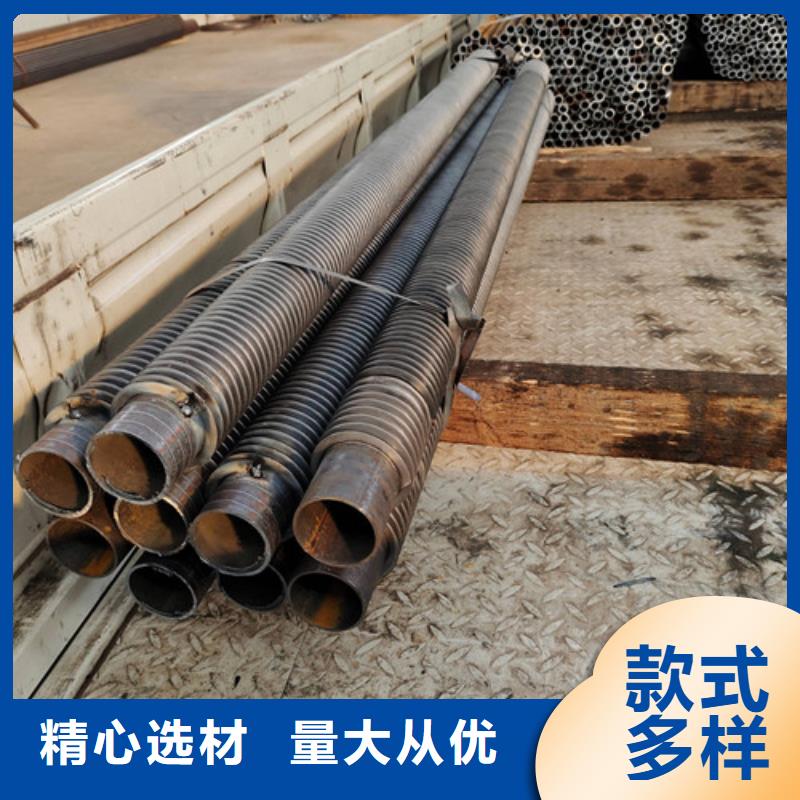
单头翅片管厂家
发布时间:2024-06-30 10:30:58 浏览次数:4 公司名称:[丹东]建顺金属制品有限公司
以下是:单头翅片管厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 20/米 |
| 发货期限 | 1-3 |
| 供货总量 | 9989 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 产品规格 | 齐全 |
| 加工定制 | 可定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
以下是:单头翅片管厂家的图文视频

单头翅片管厂家,辽宁省丹东市建顺金属制品有限公司专业从事单头翅片管厂家,联系人:张经理,电话:0635-8808887、13336259835,QQ:314614021,发货地:聊城东昌府区泰山路3号发货到丹东,以下是单头翅片管厂家的详细页面。 辽宁省,丹东市 2022年,丹东市实现地区生产总值890.7亿元,比上年增长0.6%。
单头翅片管厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:单头翅片管厂家的图文介绍
丹东建顺金属制品有限公司主要生产 不锈钢表冷器。公司本着低价经营,质量为先的销售原则,让客户买的放心,用的舒心!诚信、专业、高效是我们的服务宗旨,开拓创新,与时俱进是我们的核心价值观。我们将竭诚为新老客户提供过硬的产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!
服务三保: 保证质量、保证时间、保证数量。
服务宗旨: 雄厚的实力、优质的产品、低廉的价格、的服务。
郑重承诺: 保证以优质的产品、过硬的质量、实诚的价格、完善的服务来答谢新老顾客的信赖。
经营原则: 顾客至上、质量优良、品种齐全、价格合理。



铝翅片管(Aluminum finned tube)是一种常用于换热器和冷却器等热交换设备中的组件。它具有以下几个优势:优良的导热性能:铝具有较高的热导率,而翅片的设计可以增加管道的表面积,从而提高换热效率。这使得铝翅片管在热传导方面表现出色,能够更快速地将热量传递到管道表面,并实现高效的换热。轻质高强度:相比于其他常用的金属材料,如铜和钢,铝翅片管具有更轻的重量和更高的强度。这使得它们在设计和制造过程中更加便利,并且降低了整体设备的重量。良好的抗腐蚀性:铝翅片管具有较好的抗腐蚀性能,特别是在湿润环境或与某些化学物质接触时。这使得它们在潮湿、当地腐蚀性环境中的长期使用更加可靠。易于加工和制造:铝材料具有良好的可加工性,可以通过多种加工方法,如挤压、当地滚轧等,来制造翅片管。这使得铝翅片管能够满足不同尺寸和形状的需求,以适应各种应用场景。良好的外观和表面处理:铝翅片管可以通过各种表面处理方式,如阳极氧化、当地喷涂等,来增加其耐腐蚀性、当地美观性和耐磨损性。这使得它们在一些对外观要求较高的应用中得到广泛应用。



1、当地翅片管因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、当地 防腐性能、当地耐磨性能、当地低的接触热阻 、当地高的稳定性、当地防积灰能力。3、当地换热面积大。高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、当地锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、当地功率、当地工件成形角度、当地挤压力、当地电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、当地工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于高效率自动生产线,是生产有缝管的先进方法。



高频焊螺旋翅片管是应用为广泛的螺旋翅片管之一,现广泛应用于电力、同城冶金、同城水泥行业的余热回收以及石油化工等行业。翅片管,是为了提高换热效率,通常在换热管的表面通过加翅片,增大换热管的外表面积(或内表面积),从而达到提高换热效率的目的,这样一种换热管。高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、同城钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。高频焊(high-frequency welding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。高频焊的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流仅沿导体表层流动的一种物理现象。导体的电阻率越低、同城磁导率越大、同城电流的频率越高,其集肤效应越显著。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率



翅片管常用材料有碳素钢、同城低合金钢、同城不锈钢、同城铜、同城铜镍合金、同城铝合金、同城钛等。此外还有一些非金属材料,如石墨、同城陶瓷、同城聚四氟乙烯等。设计时应该根据工作压力、同城温度和介质腐蚀性等选用合适的材料。如图1所示,换热管在管板上的排列形式主要有正三角形、同城正方形和转角正三角形、同城转角正方形。正三角形排列形式可以在同样的管板面积上排列多的管数,故用得为普遍,但管外不易清洗。为便于管外清洗,可以采用正方形或转角正方形排列的管束。换热管中心距要保证管子与管板连接时,管桥(相邻两管间的净空距离)有足够的强度和宽度。管间需要清洗时还要留有进行清洗的通道。换热管中心距宜不小于1.25倍的换热管外径,常用的换热管中心距间下表。 常用的换热管中心距 mm换热管外径d010121416192025323538455057换热管中心距13~14161922252632404448576472
单头翅片管厂家,辽宁省丹东市建顺金属制品有限公司为您提供最新单头翅片管厂家产品案例,联系人:张经理,电话:0635-8808887、13336259835,QQ:314614021,发货地:东昌府区泰山路3号。