

想要更直观地了解冷拔管精密光亮管源头厂家直销产品吗??产品视频,带你走进产品世界
以下是:冷拔管精密光亮管源头厂家直销的图文介绍

现在的冷拔管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对冷拔管护理的不必要开支。
小孔直径长度决定了冷拔管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到冷拔管中的使用。而投入到机械中使用的冷拔管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款冷拔管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。
精密无缝钢管相关标准指数:精密无缝钢管主要品种:DIN系列高精度精密光亮精密无缝钢管、液压系统专用精密无缝钢管、汽车制造专用精密无缝钢管。主要标准:DIN2391, DIN2445, EN10305, DIN1629, DIN1630, ASTM A179。精密无缝钢管主要材质:ST35(E235) ST37.4 ST45(E255) ST52(E355)主要交货状态:NBK(+N) GBK(+A) BK(+C) BKW(+LC) BKS(+SR)。主要特点:精密无缝钢管内外壁无氧化层,承受高压无泄漏,高精度,高光洁度,冷弯不变形,扩口、压扁无裂缝。精密无缝钢管主要用途:应用于液压系统配钢管、汽车制造配钢管、军工、工程机械、铁路机车、航空航天、船舶、注塑机、压铸机、机床、柴油机、石油化工、电站、锅炉设备等各行各业。
小孔直径长度决定了冷拔管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到冷拔管中的使用。而投入到机械中使用的冷拔管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款冷拔管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。
精密无缝钢管相关标准指数:精密无缝钢管主要品种:DIN系列高精度精密光亮精密无缝钢管、液压系统专用精密无缝钢管、汽车制造专用精密无缝钢管。主要标准:DIN2391, DIN2445, EN10305, DIN1629, DIN1630, ASTM A179。精密无缝钢管主要材质:ST35(E235) ST37.4 ST45(E255) ST52(E355)主要交货状态:NBK(+N) GBK(+A) BK(+C) BKW(+LC) BKS(+SR)。主要特点:精密无缝钢管内外壁无氧化层,承受高压无泄漏,高精度,高光洁度,冷弯不变形,扩口、压扁无裂缝。精密无缝钢管主要用途:应用于液压系统配钢管、汽车制造配钢管、军工、工程机械、铁路机车、航空航天、船舶、注塑机、压铸机、机床、柴油机、石油化工、电站、锅炉设备等各行各业。


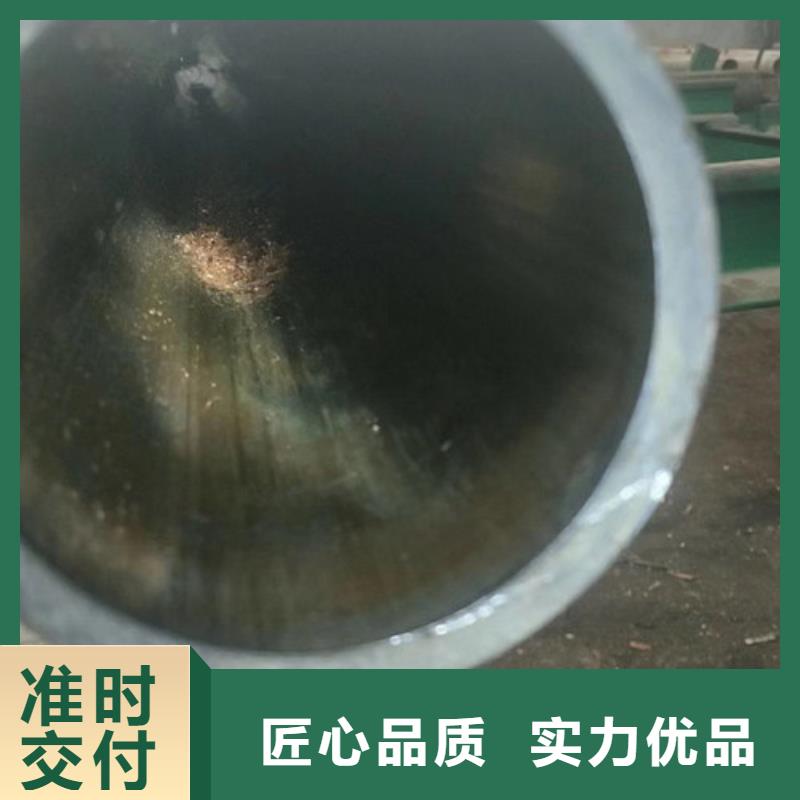
冷拔管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧冷拔管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足冷拔管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧冷拔管焊接,从而获得稳定的冷拔管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。



冷作硬化是一种与过程方法加强精密无缝钢管、合金的重要手段(冷加工后,强度明显提高腐烂或合金后),然后是冷冲压工艺方法可能的前提下,有利于形成和不锈钢管的加工,合金金、不适合通过热处理强化。冷拔后,滚动和喷丸处理,可以显著提高表面强度精密无缝钢管材料,零件和部件;
该部分应力,往往超过材料屈服极限的局部应力的某些部分,塑性变形引起的,由于加工硬化限制继续塑性变形的发展,可以提高零部件的度;精密无缝钢管零件在冲压,塑性变形强化的陪同下,转移到周围的非硬化的部分的变形。通过这样反复交替过冷冲压变形得到均匀截面;
它可以提高低碳钢的切削性能,切削易分离。但工作的精密无缝钢管进一步加工困难的硬化。如冷拔钢丝,由于加工硬化进一步能耗高的画,甚至被破坏,因而必须通过中间退火加工硬化,然后绘制。当切削硬脆工件的表面层,和增加切割速度的切削力,刀具磨损等。冷轧精密无缝钢管具有内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝、表面已作防锈处理等特点,主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。



精拉管业(赤峰市分公司)本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,公司主营产品 精拉无缝钢管。公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流;愿与社会各界朋友精诚合作,共创美好家园!



冷拔钢管的品质把控,才可以性地开展生产制造实际操作,也是确保作业者生命的必定因素。主要用途关键于大跨距钢结构网架、工程建筑钢结构工程施工、电力工程及高压输变电工程项目、机械自动化、海底隧道、公路桥梁、(汽车站、飞机场、运动场馆钢结构工程施工)、市政管网、基本基础打桩、水煤气管道和公路建设等服务设施。
1、依据冷拔钢管焊接方法技术规范核查焊条和助焊剂的规格型号是不是恰当,避免错用焊条和助焊剂而导致电焊焊接事故。
2、对电焊焊接自然环境开展监管,当电焊焊接自然环境不太好(溫度小于0℃、空气湿度超过90%)时要采取有效对策后开展电焊焊接。
3、预焊前先检测焊缝规格,包含空隙、钝边、视角及错口等是不是合乎加工工艺规定。
4、在埋弧全自动內外电焊焊接全过程中采用的电焊焊接电流量、电焊焊接工作电压、电焊焊接速率等加工工艺主要参数是不是恰当。
5、监管电焊焊接工作人员在埋弧全自动內外电焊焊接时灵活运用冷拔钢管管端引弧板长短,內外电焊焊接时引弧板的应用率,这有利于管子端尾电焊焊接品质。
6、监管电焊焊接工作人员在焊补时是不是先将炉渣整洁、是不是已完全解决连接头,焊缝处是不是有机油、锈迹、渣、水、漆等废弃物。
冷拔钢管主要是根据支撑力减径,中空对接焊缝没有芯轴的持续冷轧而进行。
1、依据冷拔钢管焊接方法技术规范核查焊条和助焊剂的规格型号是不是恰当,避免错用焊条和助焊剂而导致电焊焊接事故。
2、对电焊焊接自然环境开展监管,当电焊焊接自然环境不太好(溫度小于0℃、空气湿度超过90%)时要采取有效对策后开展电焊焊接。
3、预焊前先检测焊缝规格,包含空隙、钝边、视角及错口等是不是合乎加工工艺规定。
4、在埋弧全自动內外电焊焊接全过程中采用的电焊焊接电流量、电焊焊接工作电压、电焊焊接速率等加工工艺主要参数是不是恰当。
5、监管电焊焊接工作人员在埋弧全自动內外电焊焊接时灵活运用冷拔钢管管端引弧板长短,內外电焊焊接时引弧板的应用率,这有利于管子端尾电焊焊接品质。
6、监管电焊焊接工作人员在焊补时是不是先将炉渣整洁、是不是已完全解决连接头,焊缝处是不是有机油、锈迹、渣、水、漆等废弃物。
冷拔钢管主要是根据支撑力减径,中空对接焊缝没有芯轴的持续冷轧而进行。


