



我们的【球墨铸铁管】,k9球墨铸铁管实力厂家直销视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:【球墨铸铁管】,k9球墨铸铁管实力厂家直销的图文介绍
格瑞管业有限公司(毕节分公司)还拥有一支高素质、高技术、高水准的专业技术团队,秉承“品质优先,客户至上”的经营理念和“团结、开拓、务实、求精”的管理机制,凭借上乘的质量、优良的服务和良好的信誉,和众多企业达成良好的合作关系。不断进取,努力做好 k8球墨铸铁管产品。



泥浆泵及其管路,还起着对槽中涂料进行循环搅拌作用。涂层厚度控制在1.0-1.5mm。由于泡沫模样在施涂过程中需翻转,而且要多人合作完成,浇注系统容易碰掉或损坏。因此,我们把模样及浇注系统分开上涂料,烘干后在组装起来,并进行必要的修补、烘干,供浇注用。模样的烘干温度为45℃±5℃。球墨铸铁管件泡沫塑料模样,只能用喷淋、刷涂、淋涂的方法施涂。为此,我们在涂料槽底部加装一泥浆泵,联接上喷淋管,使涂料可源源不断的从管口流出,具有喷淋功能。上涂料时,消失模铸造涂料用浸涂法施涂,有生产效率高,节省涂料、涂层均匀等优点。但由于泡沫模样密度小(与涂料密度相差几十倍),且本身强度又很低,浸涂时浮力大,因此仅适用于模样可浸入或半浸入涂料中的中小型管件。大口径通过翻转模样,将涂料喷淋到各个部位。



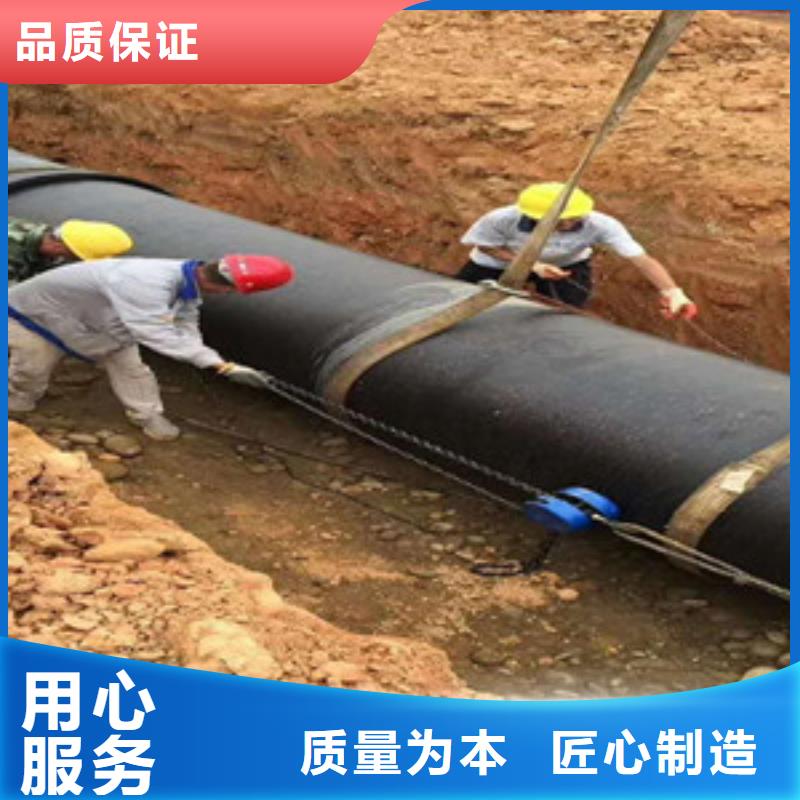
球墨铸铁管承口内的所有杂物擦洗干净;将胶圈上的粘着物清擦干净,把胶圈弯为”梅花形或“8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各部门不翘不扭。在球墨管件,井盖铸造的制造工艺方面均达到国内水平。球铁管件严格执行对应标准GB和标准ISO2531,K型法兰套在钢筋混凝土墙施工中,直接浇注成一体。然后安装管道。用橡胶密封圈填满管道与套筒之间的缝隙,用法兰压盖紧固,用螺栓固定。EN545标准,井盖执行EN124标准质量上要求铸铁管的球化等级控制为1-,球化率≥80%,借此材料本身的机械性能得到了较好改善,具有着铁的本质,钢的性能。球墨铸铁管适应基础不均球墨铸铁管匀沉陷,尤其是湿陷性黄土郊区特别的管材。



格瑞管业有限公司是集工贸一体的综合性企业,座落在美丽的水城之乡--聊城。我公司引进国外新技术,拥有的专业生产设备,精湛的制作工艺,产品规格齐全。生产销售球墨铸铁管、球墨管,柔性铸铁管,铸铁排水管,井盖。此外公司还通过了质量管理体系认证和环境管理体系认证,并严格按照管理标准执行,从而保证了产品的优质标准。买方讨价还价的能力:买方亦即顾客,买方的竞争力量需要视具体情况而定。三个因素决定:买方所需产品的数量、买方转而购买其他替代产品所需的成本、买方所各自追求的目标。供应商讨价还价的能力:对某一行业来说,供应商竞争力量的强弱,主要取决于供应商行业的市场状况以及他们所提供物品的重要性。供应商的威胁手段一是提高供应价格,二是降低相应产品或服务的质量潜在的行业新进入者:潜在的行业新进入者是行业竞争的一种重要力量,这些新进入者大都拥有新的生产能力和某些必需的资源,期待能建立有利的市场地位。



球墨铸铁管在进行球化处理时,氮气的控制一定要确保在百分之99.9以上。切割前将管材放置在三根足够长的垫木上,用笔在管子的切口处作好标记,采用切割机切割管材,并用专用夹具(该夹具为两个半圆型卡子,采用螺栓连接将管材夹住)沿标记夹住管材,切割机沿夹具的边缘切割。切割后的管子如果失圆,采用千斤顶将管子调圆。球墨铸铁管的生产时,要对稀土的用量进行严格的控制,这样可以对稀土中的夹渣物质进行有效地控制。同时还要注意管模粉用量的正确添加,在这里提醒大家,为了对氮气纯净度的控制,切割管口后要保证其平整度,切割后把管子磨光,同时在边口处磨成倒角。球墨铸铁管的管件进行浇筑后,有存在渣块的情况,一方面要加快涂覆工作,同时也要注意涂覆尽量均匀。
