
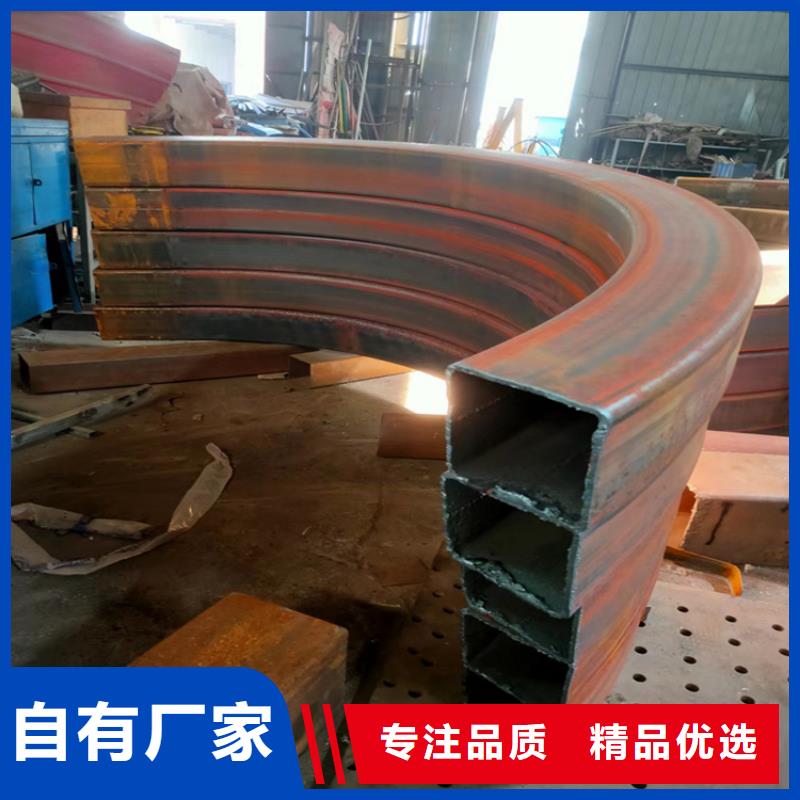

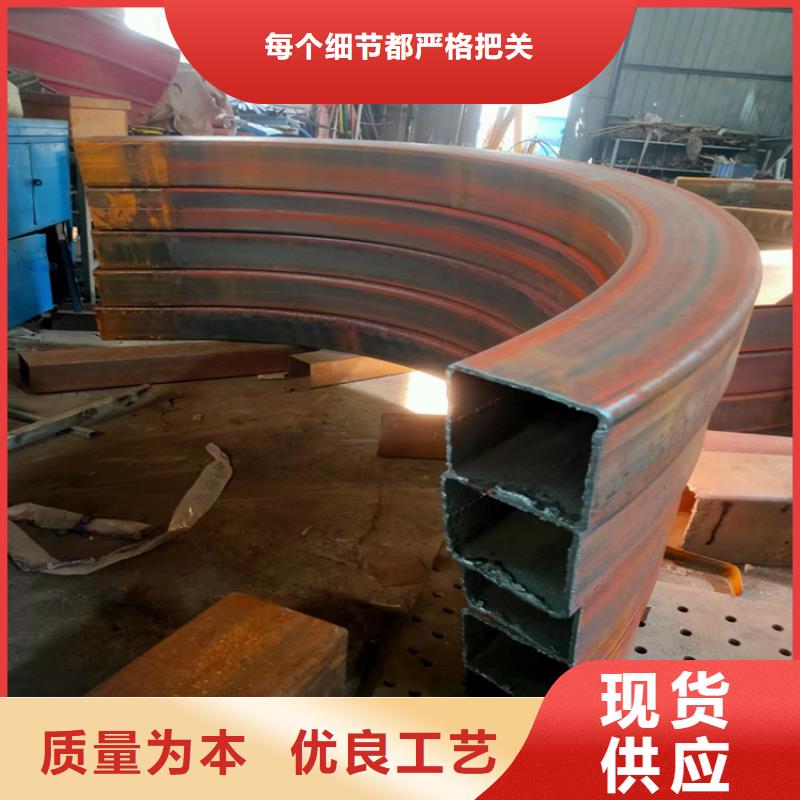
想要探索【型材拉弯】42CrMo钢管切割品质不将就的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:【型材拉弯】42CrMo钢管切割品质不将就的图文介绍
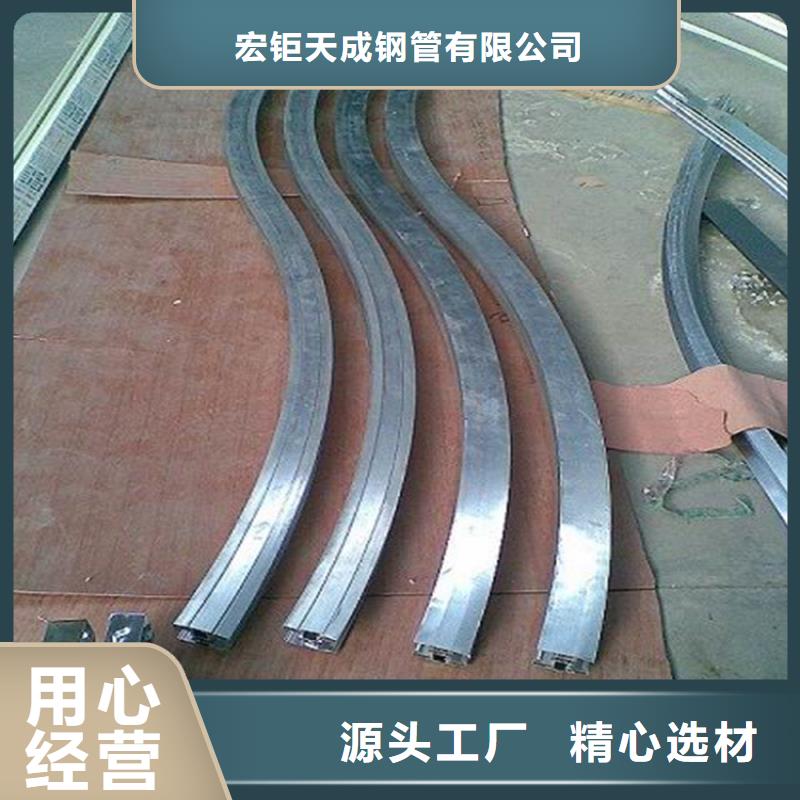
宏钜天成钢管有限公司(百色分公司)主产 无缝钢管,我公司产品可靠性好、功能强大、操作方便、性价比高。公司多年来专注于 无缝钢管的生产,有一支专业的员工队伍。本公司产品种类多。公司本着“诚信立企,德行天下”的指导思想,以质量求生存,以诚信求发展,期待与国内外广大客户建立真诚、稳定的合作关系,共创事业辉煌。



具体介绍一下型材拉弯的种类有哪些按加工工艺特性,型材拉弯可分成顶弯、压弯、滚弯和型材拉弯 压弯是常见的弯折方式。常用机器设备大多数为通用性的机械设备冲压机或四柱液压机,也有用专用型钣金折弯冲压机的。常见的滚弯机器设备是四辊卷板机。三辊卷板机按三点决策一圆的大道理,对方坯展开持续弯折。三辊卷板机具备2个传动系统辊(固定不动)和一个压下辊(可调式)。调整压下辊的左右部位就可以更改它与传动系统辊中心的相对性间距。型材拉弯时,板才放置传动系统辊和压下辊中心,传动系统辊正反面方位互换旋转,使板才重复运动。调整压下辊使之逐步压下,就可以将板才弯折成需要折射率的圆上、锥体面和折射率较小的单叶双曲面。压下辊一端可冉冉升起,有利于卸出钢件。此外也有四辊和多辊四辊卷板机,四辊卷板机用以出产厚钢板圆桶,四辊左右的多辊四辊卷板机,用多对辊筒将板才渐渐弯折成繁杂的型面。 针对精密度规则较高,长短和夹角规则很大、横着标准规则较小的弯折件,可在专用型的型材拉弯机里展开型材拉弯。



聊聊型材拉弯工的注意事项在使用机器之前,所有变压器的电压改成合适机器运转当地所供应的电压。正告!在机器从制造商宣布之前,在电器箱内要与主要绝缘开关相连。机器的电源供电有必要是三相供电,并按照当地的电力法规进行接地。在任何电器箱被翻开之前,机器有必要完整地与电源隔离。机器的三相电源总开关有必要封闭,且明晰的被标志在机器上,作业人员的操作区域内。总电源开关有必要以一个较稳定的设备,将其锁定在封闭的位置。请注意!即使主要绝缘体封闭,所进入的总管线供应电力依然是存在的。电源的标记应该展现在机器与控制箱上去正告在电力系统作业的作业人员。在主电源开关被翻开,回复机器的电源之前,机器的电力控制箱的门有必要要关紧。做电力修理及查看的作业人员有必要受过电力专业知识的训练,检修前请确认备线电路图。



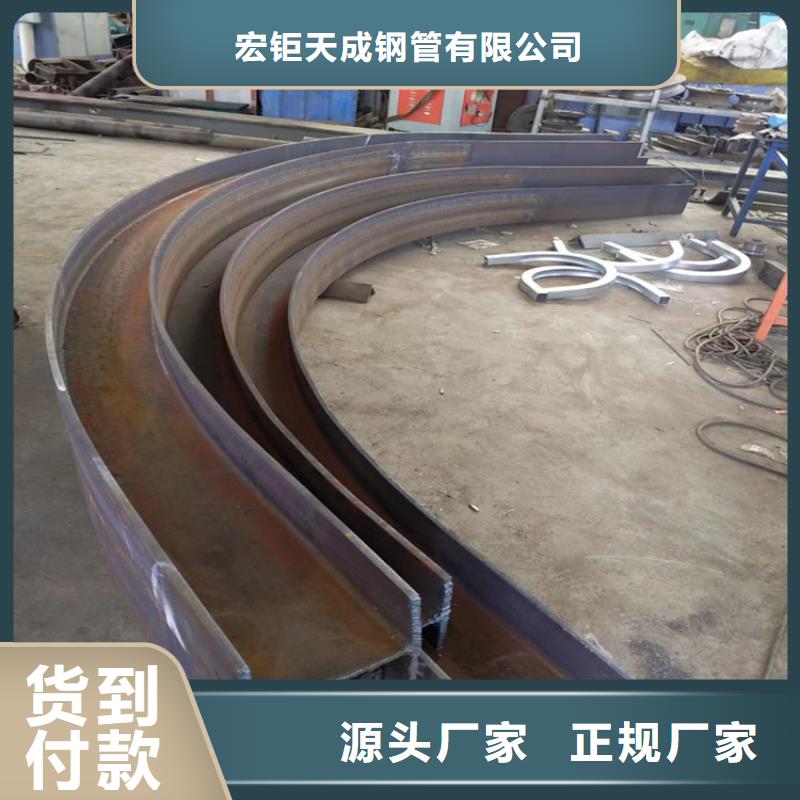
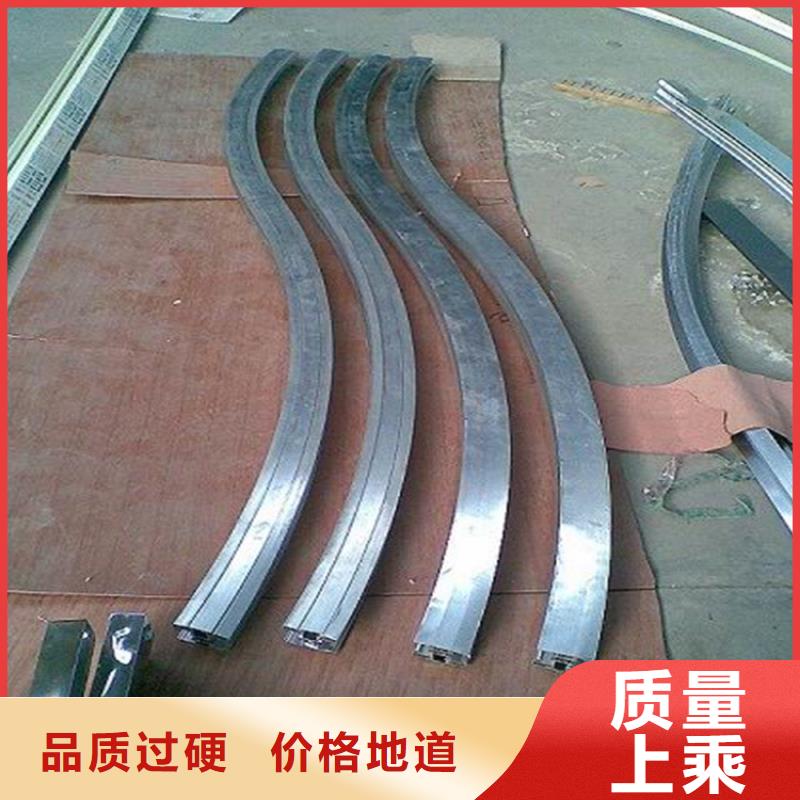
分析一下型材拉弯工艺的重点是什么所有的拉弯厂家以及拉弯型材的顾客都知道,拉弯便是把金属板材、管材和型材曲折成一定曲率、形状和尺度的工件的冲压成形的工艺。到目前为止,拉弯这项技能在各种高压容器。锅炉汽包、锅炉炉管、船体的钢板及骨肋、各种器皿、仪器仪表构件以及箱柜镶条等的制造中发挥着重要作用。那拉弯工艺的要害因素是什么呢?型材拉弯厂相关技能专家经过多年的潜心研究与创新,总结出挑选合适的加工参数是拉弯成形工艺的要害要素。确认拉弯工艺参数首先要考虑的便是这两个方面。一是拉弯断裂,一是截面尺度变形量过大。别的,在收边拉弯加工中,加工参数挑选不妥会在腹板上产生失稳起皱的现象,这也是需要考虑的重要因素。


那么关于型材拉弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。



