




无需繁琐的文字描述,观看我们的视频,让焊管【无缝钢管】可放心采购产品一览无余!
以下是:焊管【无缝钢管】可放心采购的图文介绍

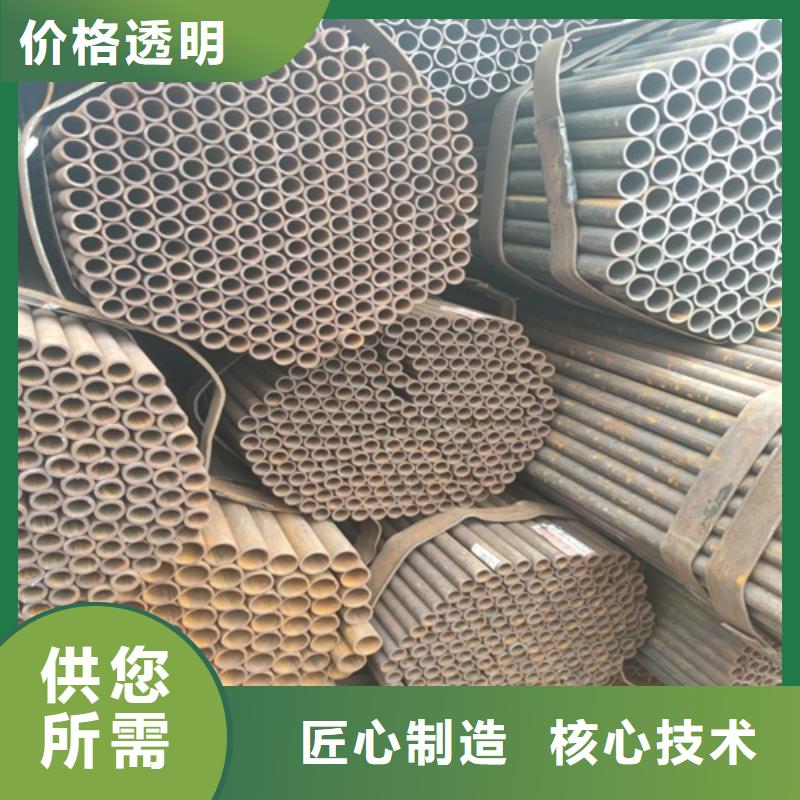
焊接钢管熔点至少1400度(纯铁1560C), 和标准淬火温度860C相差太多,虽然气焊加热速度快,对防止过热甚至过烧有帮助,但工业标准是+100度(要淬透一定深度,需要保温一段时间)。 如果烧的温度太高,按照工业用途钢材质量已经降到必须回炉了。 焊管手工刀具的质量要求(自然包括热处理)如果不能高于工业标准,相差也不该太多。现代热处理技术有雄厚的理论基础和完善的检验方法,因此工艺技术标准真的很重要。DIY如果没有可靠的设备,也应该尽量根据工业标准选择适当的加热、保温、淬火方法,尽量减少和标准方法的误差。 从以上可以看出焊接钢管的熔点较高,在高温高压的状态下不容易融化,还可以耐腐蚀,抗压效果好!


Q235B螺旋焊管钢材指的是一种低碳钢,其中Q指的是钢材的屈服点,数字代表其屈服点的数值,B指的钢材的质量等级。Q235B钢材是我国使用比较多的一种钢材,化学成分主要是碳、硅、锰、铬、镍、铜等。Q235B焊管钢材具有一定的伸长率和强度,韧性和铸造性都比较好,因此比较容易冲压和焊接,并且Q235B钢材的价格还比较便宜。因此在许多地方都有一定的应用,比如机械零件制造、建筑桥梁的焊接构件等。由Q+数字+质量等级符号+脱氧方法符号组成。它的钢号冠以“Q”,代表钢材的屈服点,后面的数字表示屈服点数值,单位是MPa例如Q235表示屈服点(σs)为235MPa的碳素结构钢。②必要时钢号后面可标出表示质量等级和脱氧方法的符号。
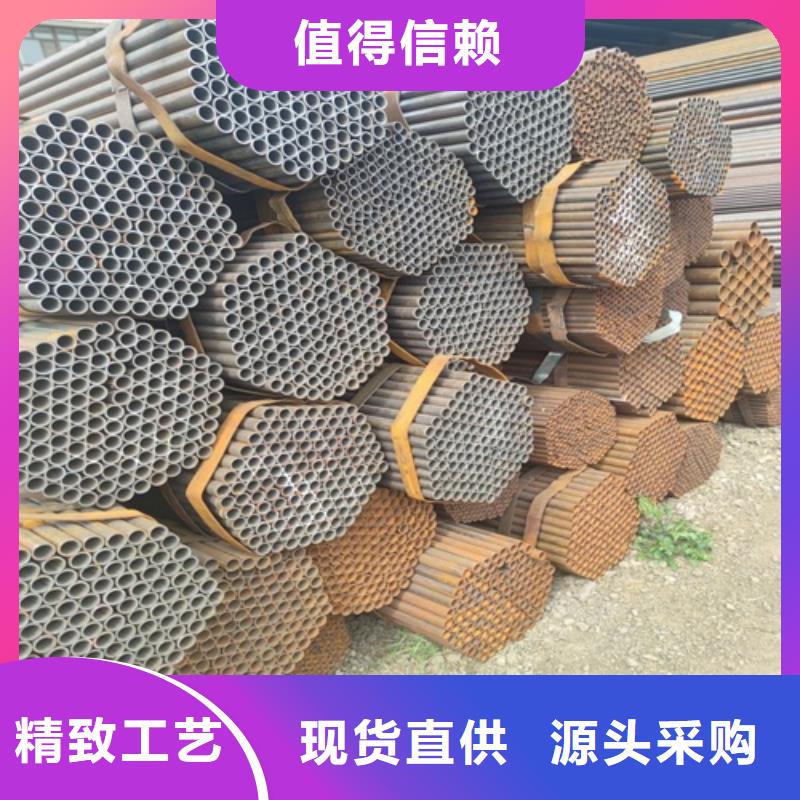
螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。其规格用外径*壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。螺旋焊管生产厂家应持有颁发的工业产品生产许可证。许可证制度要求螺旋焊管的生产厂家首先应通过认定的检定机构的审查考核,具备相应的生产手段、检验设备,体系运行良好有效,产品应符合标准的等级和质量规范的要求,经工业产品生产许可证办公室确认后发证。所以螺旋焊管生产厂家均有较为完善的体系和质量控制的运作程序。由于热轧卷板的材质技术性能和生产技术工艺要求较高,故一方面国内符合标准的生产厂家比钢板生产厂家要少。



鹏鑫钢铁有限公司(阿拉善分公司)位于山东聊城经济开发区武夷山路,地理位置优越,交通十分便利,我公司是一家集生产、销售为一体的大型企业,主要生产 焊管。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区,产品深得用户依赖。



Q345C焊管详解:按制造方法分为热轧(挤、扩)钢管,冷拔,精轧等。交货状态:钢管经热处理并酸洗交货,凡经过整体磨、镗或经保护气氛热处理的钢管以及供机械加工用的钢管可不经酸洗交货(在合同中注明) 1、 液压试验:钢管应逐渐进行液压试验,不得出现渗透。公式计算公式:P=2SR/D P—试验压力(Mpa) S---钢管公称壁厚(mm) D—钢管公称外径(mm) R—允许应力 2、压扁试验:外径大于22mm,并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H—平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a—单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口。 3、卷边试验:卷边宽度不得小于公称内径的12%,也不得小于公称壁厚的1.5倍,卷边角为90度,卷边后式样卷边处不得出现裂缝和裂口。 4、弯曲试验:外径小于等于22mm的钢管应进行弯曲试验,弯曲角度为90度,弯心半径为钢管外径的6倍,弯曲处不得出现裂缝和裂口, 5、扩口试验:壁厚小于8mm的钢管可进行扩口试验,顶心锥度为30度,45度,60度中的一种,扩口后试样上不得出现裂缝和裂口。



