



想要体验防腐钢管_直缝钢管好货有保障产品的魅力?不妨点击我们精心打造的视频,它将用更直观、更动人的方式展现产品的精彩之处。
以下是:防腐钢管_直缝钢管好货有保障的图文介绍

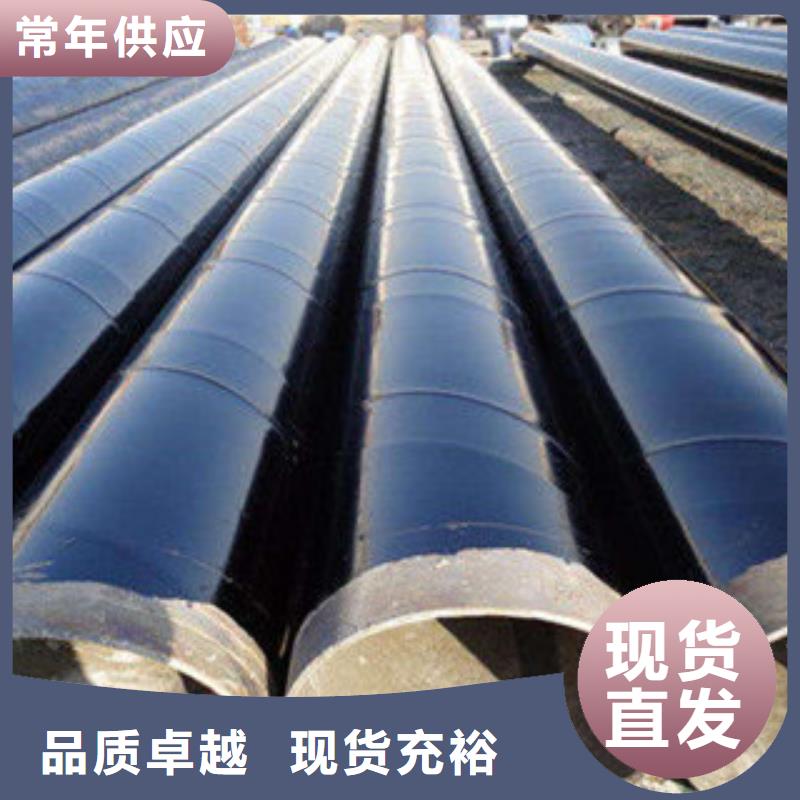
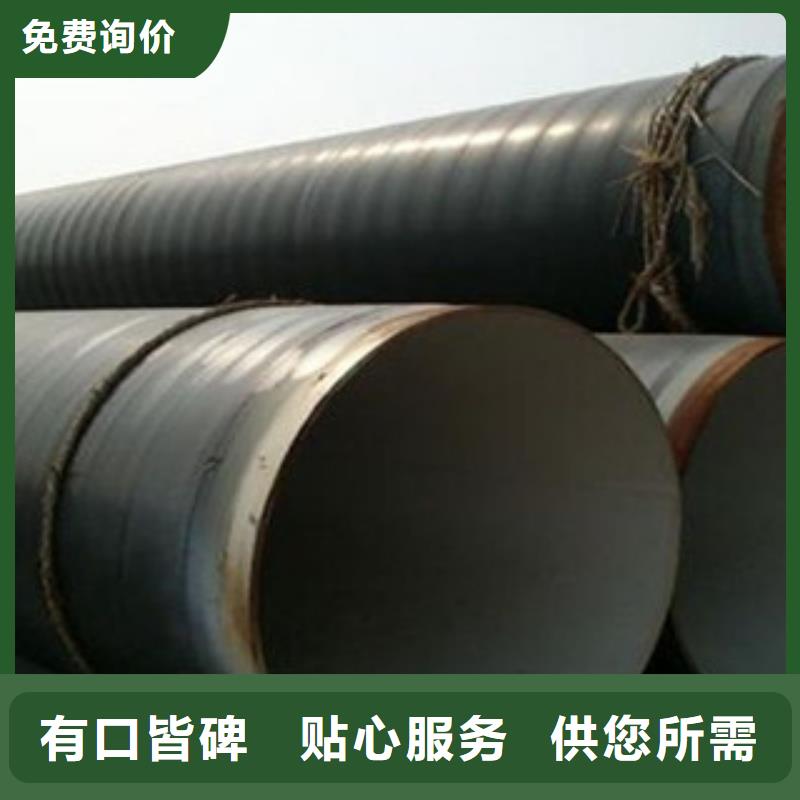
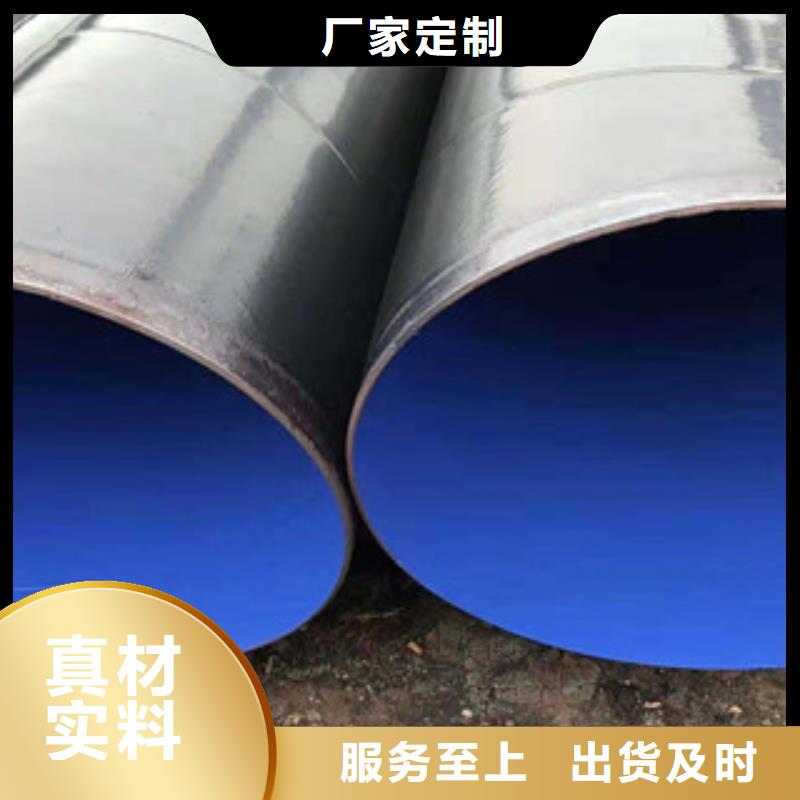
流体管
钢兴钢管
(阿拉善市分公司)


流体管的详细介绍
现货直发产地工厂


后要脱管定径。定径机通过锥形钻头高速入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。30crmo无缝管经定径后,进入冷却塔中,通过冷却,钢管经冷却后,就要被矫直。2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 热处理后,就要被矫直。30crmo无缝管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编、规格、生产批等。 钢管具有空心截面,其长度远大于直径或周长的钢材。钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器,它还是一种经济钢材。架、支柱和机械支架,可以减轻重量,节省金属20~40%,而且可实现工厂化机械化施工。 用钢管制造公路桥梁不但可节省钢材、简化施工,而且可大大涂保护层的面积,节约投资和费用。45#钢管按生产方法可分为两大类:无缝钢管和有缝钢管,有缝钢管简称为直缝钢管。1.无缝钢管按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋压管和管等。



厂家直营大型工厂甄选流体管原材料无中间商

规格多样多种流体管规格可选满足客户多种需求

加工定制来图来样可根据您的需求定制流体管

贴心售后流体管发货迅速多年行业经验值得信赖

