

观看我们的产品视频,就像打开了一扇通往堆焊耐磨钢板加工厂家产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:堆焊耐磨钢板加工厂家的图文介绍

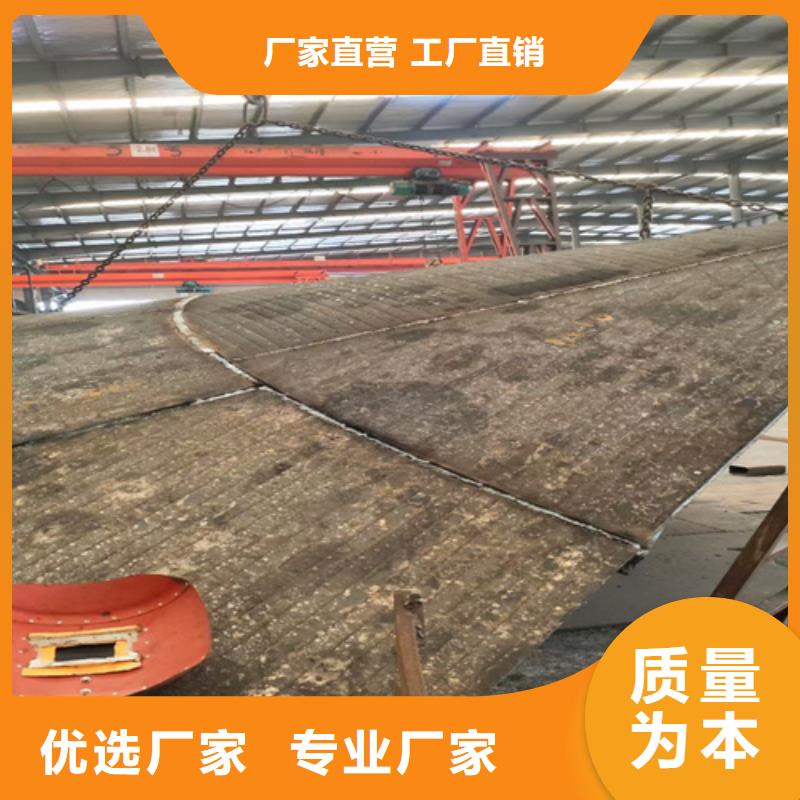
随着汽车、本地电力、本地冶金、本地电子等高科技产业国产化投资力度加大, 对节省资源、本地节约能源的要求越来越高, 对耐磨复合材料的需求也不断增加。伴随着新技术、本地新材料、本地新工艺、本地新装备的不断涌现, 复杂规格、本地长寿命、本地易回收的耐磨复合板及连续化、本地低成本、本地短流程的高性能制备技术是今后主要的技术发展方向, 新型耐磨复合材料必将在工业各个领域得到更广泛的应用。由于固-液复合成型速度快、本地冶金结合强度高, 且节能减耗、本地效率高、本地成本低, 能够实现连续化的工业制作, 因此该工艺具有很好的发展和应用前景。复合耐磨钢板


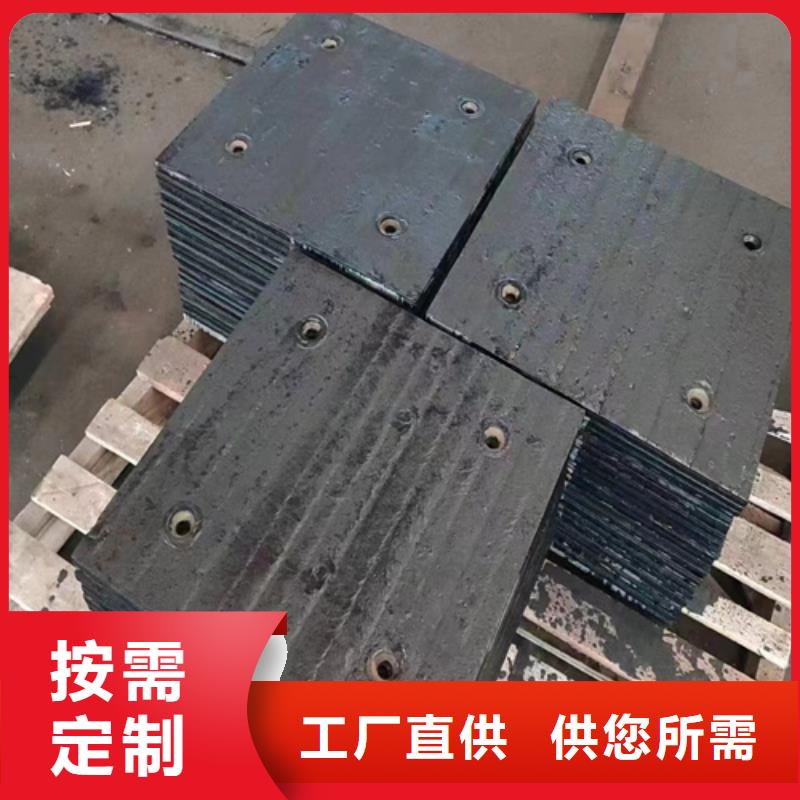
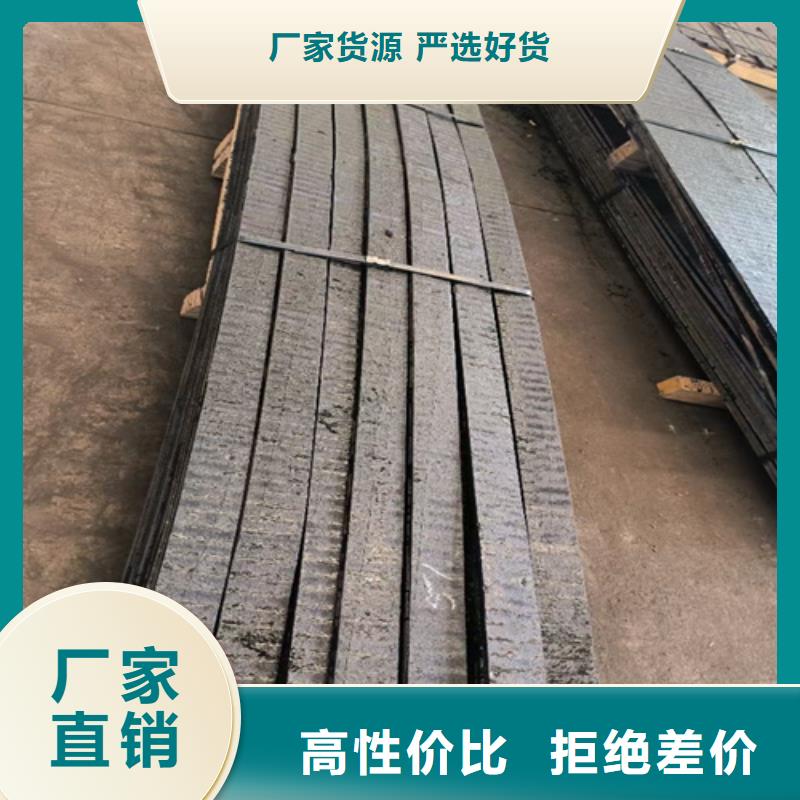
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



【多麦金属】高锰耐磨耐候钢板生产厂家(阿坝分公司)是一家集加工销售经营于一体的 Q550D钢板企业。我公司至成立以来一直致力于 Q550D钢板的直营服务,想要打造一个让客户省心,放心,安心的销售团队。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁。我们衷心希望与广大客户建立业务联系,提供优质服务,同创业、共诚信“求实、发展、创新”是我公司的经营宗旨,热忱欢迎广大不锈钢用户及同仁光临我公司,共创辉煌。 我们的宗旨:诚信是一个人的立身之本,也是一个企业的经营准则,我们一直遵循“诚信为本”的经营理念,为广大海内外朋友提供 Q550D钢板产品。在未来的创业中,公司将继续加大新产品的开发力度,不断开拓新的领域,以新的姿态一如既往地奉行“追求完美,真诚到永远”的原则竭诚为广大客户服务。 本公司的经营理念:“同样的产品比质量、同样的质量比价格、同样的价格比服务、 同样的服务比信誉”。


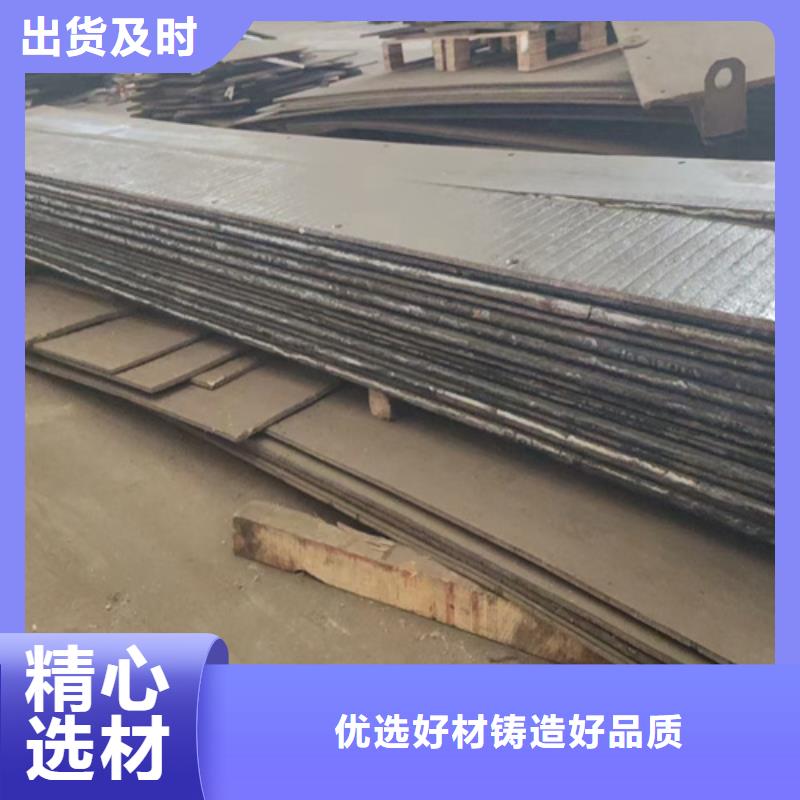
复合耐磨钢板的合金耐磨层的化学成分中碳含量达4~5%,铬含量高达25~40%,其金相组织中Cr7C3碳化物的体积分数达到50%以上,宏观硬度为HRC56~65,碳化铬的硬度为HV1400~1800。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。与几种典型的材料耐磨性对比如下:(1)与低碳钢;20~25:1(2)与铸态高铬铸铁;1.5~2.5:1复合耐磨钢板的耐磨性能更好,适用于选粉机叶片,选粉机长期受各种物料粉渣的冲刷磨损,如果叶片质量不好,很容易造成叶片的磨损,导致叶片重量不一致。叶片固定螺栓松动。安装不正,产生向上或向下偏斜,很容易让叶片打坏甚至脱落,用KNM60制作的选粉机叶片,耐磨性能提高,不易损坏,降低了设备维修或更换叶片的成本。

