



想要更直观地了解【异型管扇型钢管超产品在细节】产品吗??产品视频,带你走进产品世界
以下是:【异型管扇型钢管超产品在细节】的图文介绍

异型管电阻率:在单位长度立方体材料的两对面之间测量的电阻,单位用Ω/m,μΩ/cm或(已废的)Ω/(circular mil.ft)来表示。
异型管磁导率:无量纲系数,表示物质易被磁化的程度,是磁感应强度与磁场强度之比。
异型管熔化温度范围:确定合金开始凝固和凝固完了的温度。
异型管比热:单位质量的物质温度改变1度所需要的热量。
在英制和CGs制中二者比热的数值相同,因为热量的单位(Biu或cal)取决于单位质量的水升高1度听需的热量。
国际单位制中比热的数值与英制或CGS制是不同的,因为能量的单位(J)是按不同的定义定的。
比热的单位是Btu(1b/0F)及J/(kg /k)。
异型管热导率:物质导热的速率的量度。
在单位截面积物质上建立单位长度上的1度的温度梯度时,那么热导率定义为单位时间传导的热量热导率的单位为 Btu/(h/ft/0F)或w/(m /K)。


由于试样凸起部分的薄膜厚度要比凹陷处薄,异型管以至于凸出部分的薄膜对电解液的扩散作用比较剧烈。由于该处薄膜薄,电流密度大,电阻也较小,加之对电解液的扩散作用强烈,故能迅速被电解作用溶解掉,使凸起部分逐渐变得平坦,形成光滑的表面。
异型管作为阳极接直流电源的正极,用不锈钢、铅等耐电解液腐蚀的导电材料作为阴极,接直流电源的负极。两者相距一定距离浸入电解液中,在一定电压、温度和电流密度下,通电一定的时间,表面上的微小凸起部分便首先溶解,而逐渐变成平滑光亮的表面从而达到表面光亮度增大的效果。
在化学抛光中不锈钢异型钢管表面的抛光是在适当的化学抛光液中经化学侵蚀形成的。异型管表面上微观凸起部分的磷酸盐转化膜较薄在化学抛光液中的溶解速率比微观凹下部分要大得多,从而逐渐被整平而获得平滑光亮的表面,达到抛光目的。



异型管粗糙的研磨和机加工。研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,椭圆管重焊前清理焊缝缺陷或多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
异型管焊接引弧斑痕。椭圆管焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,椭圆管留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
异型管焊接飞溅。焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。椭圆管焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。



乐道精密钢管厂家有限公司(湘潭分公司)成立初期一直坚持“质量是天,是命”的生产理念,从 凹型管的生产,层层把关,严格筛选,确保 凹型管产品的高品质生产。公司深知,做产品要质量可靠、交货及时、价格合理、服务周到,做企业要创造精品、服务社会,公司会坚持落实贯彻企业理念,竭诚与国内外朋友合作,共谋大业。



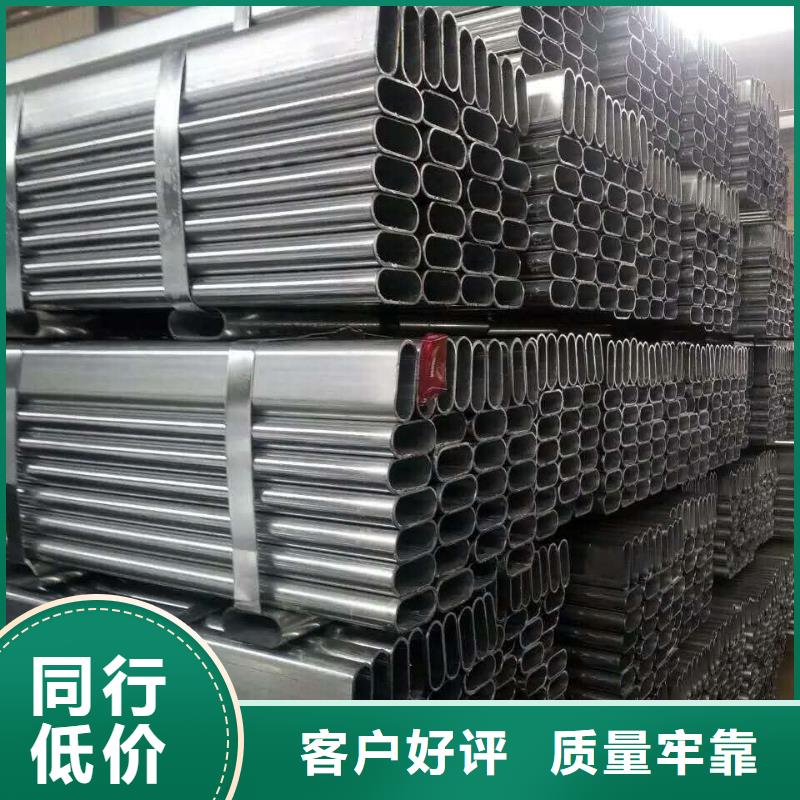
异型管普遍用以各类零部件、工具和机械部件。和不锈钢圆管相比,通常常有较大的惯性矩和横截面模数,有较大的抗弯强度抗扭能力,能够大大减少构造重量,节省钢才。
异型管的发展方向主要是产品种类的发展方向,涉及截面样子、材料和特性。挤压成型法、斜模轧法和冷拔法是生产制造异型管的合理方式,它适用生产制造各类截面和材料的管材。以便能生产制造品种齐全的异型管,还必需有着各种生产制造方式。20世纪90年代,在我国在原先只能冷拔的基础上,又开发设计出辊拔、挤压成型、液压、旋轧、旋压、连轧、旋转锻造和无模拔等各种生产制造方式,并在不断改善和造就新的机器设备与加工工艺。


