
为了给您提供更的hdpe双臂波纹管现货充足为品质而生产产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:hdpe双臂波纹管现货充足为品质而生产的图文介绍
云南恒塑管道有限责任公司位于郝北镇邓峪村经济开发区,公司将以z u i专业的精神为您提供、经济、专业的服务。公司一贯坚持以质量树信誉, 以创新求发展,努力为各户提供一 流的产品,-流的服务,客户的需求就是公司发展的z u i大动力。现在我们将以顾客为关注焦点,坚持以可持续发展为导向,创新求实;以满足客户为永远追求,信誉至上”的企业宗旨,开拓创新,在合作中不断进取,与时俱进,加强改进,开创更加辉煌的明天。公司将继续秉持追求卓越,永续经营”的经营理念,立足市场,挑战自我,服务客户!公司宗旨: -流的品质和服务创造企业品牌。经营理念:以以为本,开拓创新,持续改进,追求卓越。质防针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。




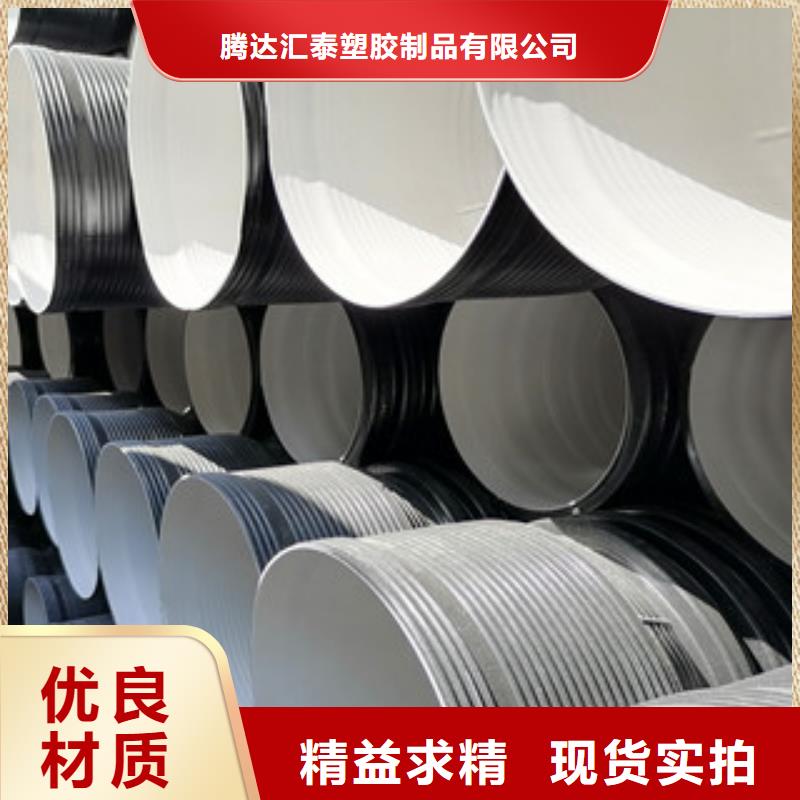
本文所述HDPE双壁波纹管是指:产品名称:高密度聚(HDPE)双壁波纹管(下称:双壁波纹管);采用标准:管材必须符合GB/T19472.1-2004规定的B型结构壁管;连接方式:紧力型承插式填料连接。1、生产工艺比较缠绕增强管是全程采用计算机控制热态缠绕并采用自然风滚动冷却,结构壁无内有应力,无焊缝,管材壁厚均匀。
缠绕成型生产的大口径管,主要生产DN300mm―DN4000mm,采用螺旋肋管加强,大大增加了管材的环刚度。环刚度超过20KN/m2,并且根据工程要求环刚度还可以连续可调,埋深可达20m。而双壁波纹管是通过直接挤出两个同心管胚,并经吸塑成型的管材。
由于挤出成型管的口径与设备口模成比例当达到一定口径时,设备成了难题且了生产成本,所以生产管材的口径较小,主要生产DN600mm以下管材,另外由于双壁波纹管双壁复合程度不好,在受压时容易出现内外壁分?。
缠绕成型生产的大口径管,主要生产DN300mm―DN4000mm,采用螺旋肋管加强,大大增加了管材的环刚度。环刚度超过20KN/m2,并且根据工程要求环刚度还可以连续可调,埋深可达20m。而双壁波纹管是通过直接挤出两个同心管胚,并经吸塑成型的管材。
由于挤出成型管的口径与设备口模成比例当达到一定口径时,设备成了难题且了生产成本,所以生产管材的口径较小,主要生产DN600mm以下管材,另外由于双壁波纹管双壁复合程度不好,在受压时容易出现内外壁分?。



HDPE给水管是以聚为原材料经塑料挤出机一次挤出成型,、灌溉引水工程及农业喷灌工程,适用于耐酸碱、耐腐蚀环境的塑料管材。PE给水管在衔接固定时的方式怎么做是:1、PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定。
PE给水管与法兰盘焊接,应先将给水管法兰盘内,点焊后用角尺找正,找平后再焊接。法兰盘应两面焊接,其内侧焊接不得突出法兰盘封闭面。2、PE给水管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至金属光钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心度。
法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2。3、焊接给水管时,管子接口要浮锈、污垢及油脂。法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫。
因此,由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向应力及轴向的抗冲应力,而且PE管材不添加重金属盐剂,材质,不结垢、不滋生,其PE给水管在衔接固定时的方式是需要注意的。
PE给水管与法兰盘焊接,应先将给水管法兰盘内,点焊后用角尺找正,找平后再焊接。法兰盘应两面焊接,其内侧焊接不得突出法兰盘封闭面。2、PE给水管壁厚在5mm以上时,应切割坡口,保证充分焊透。坡口成形可采用气焊切割或坡口机加工,但应渣屑和氧化铁,并用锉刀打磨,直至金属光钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心度。
法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2。3、焊接给水管时,管子接口要浮锈、污垢及油脂。法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫。
因此,由于PE管道采用热熔、电热熔连接,实现了接口与管材的一体化,并可有效抵抗压力产生的环向应力及轴向的抗冲应力,而且PE管材不添加重金属盐剂,材质,不结垢、不滋生,其PE给水管在衔接固定时的方式是需要注意的。


生产工艺流程:(聚)在主挤塑机(1)(通常黑色原料提供管道所需要的抗紫外线能力)和联合挤塑机(2)(通常原料提供用户对内管壁进行检查所需要的透亮度)中熔化。在喷咀(3)处,主继续挤的料流被分成两束,分别流向双喷咀中的一个。
通过计算机来流向双喷咀的料流比例。在个喷咀处,黑色原料(来主挤塑机)将和原料(联合挤塑机)熔化在一起,这样在模口将形成一条固体双色板条。在另外一个喷咀处,支撑管(4)将涂上黑色原料形成圆形。这两个弯管一起被连接到模具上,生产出管道。
管道的特性:水利条件好:由于HDPE管内壁表面平滑,管道的粗糙系数n=0.009,按曼宁公式计算流量时,同等管径条件下,比钢筋砼管道过流量大30%,即在输送相同流量的污水量时,选HDPE管,其管道管径可选用钢筋砼管缩小1-2个管道等级。
通过关闭第二个喷咀的料流,可以均匀的生产出实壁承插口。通过改变模具和生产程序,可以生产几种外行结构和壁厚的管道。挤塑机按照规定的速度(V1),沿着模具(V2)的方向移动。柔韧性好:HDPE管属柔性管,延伸性能好,故较能适应地基较差条件下的施工及地基沉降,是在沿海地区,地基均较差,沉降严重,该种管材能够大幅度适应不均匀沉降。
通过计算机来流向双喷咀的料流比例。在个喷咀处,黑色原料(来主挤塑机)将和原料(联合挤塑机)熔化在一起,这样在模口将形成一条固体双色板条。在另外一个喷咀处,支撑管(4)将涂上黑色原料形成圆形。这两个弯管一起被连接到模具上,生产出管道。
管道的特性:水利条件好:由于HDPE管内壁表面平滑,管道的粗糙系数n=0.009,按曼宁公式计算流量时,同等管径条件下,比钢筋砼管道过流量大30%,即在输送相同流量的污水量时,选HDPE管,其管道管径可选用钢筋砼管缩小1-2个管道等级。
通过关闭第二个喷咀的料流,可以均匀的生产出实壁承插口。通过改变模具和生产程序,可以生产几种外行结构和壁厚的管道。挤塑机按照规定的速度(V1),沿着模具(V2)的方向移动。柔韧性好:HDPE管属柔性管,延伸性能好,故较能适应地基较差条件下的施工及地基沉降,是在沿海地区,地基均较差,沉降严重,该种管材能够大幅度适应不均匀沉降。


