


想要一睹数控等离子切割机1500w光纤激光切割机源头工厂量大优惠产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:数控等离子切割机1500w光纤激光切割机源头工厂量大优惠的图文介绍


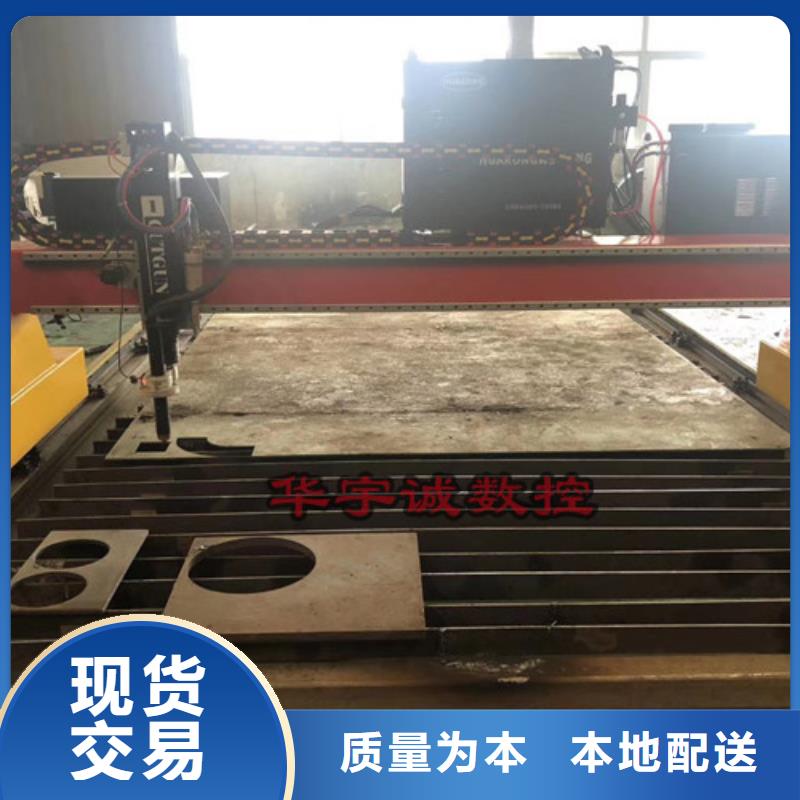
数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)



以客户为中心,坚持更快、更好与更低价的 1500w光纤激光切割机服务目标
从 1500w光纤激光切割机打样到大货生产交付全程跟进,让客户随时掌握 1500w光纤激光切割机订单信息
7*24小时 1500w光纤激光切割机客户服务专线,客户的满意是我们不懈的追求


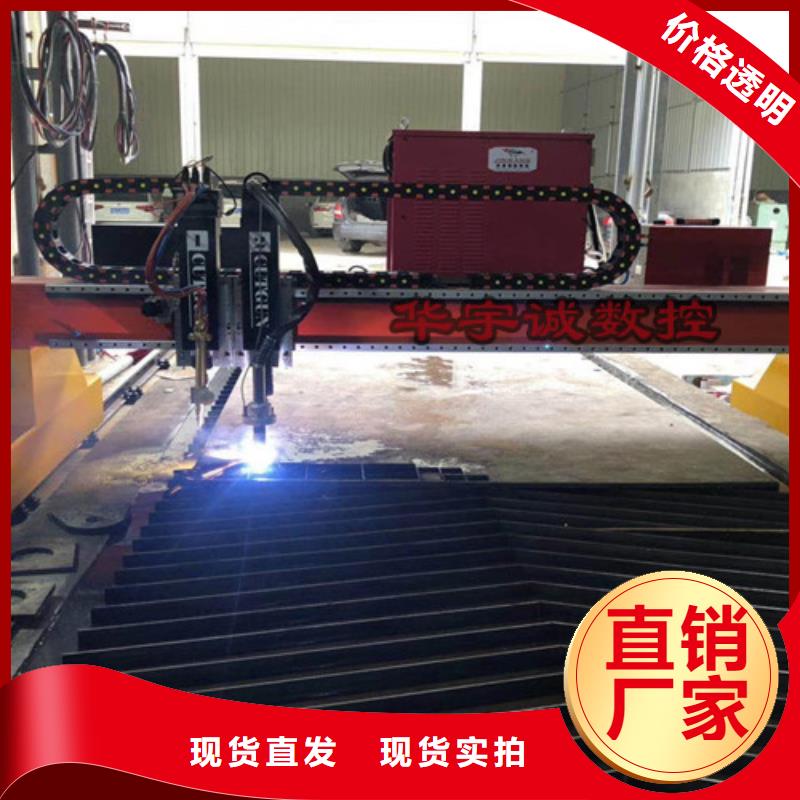
近年来数控等离子切割机越来越受到广大用户的青睐,主要优点是切割效率高、切割变形小、耗材成本低(相比火焰切割),还有就是技术成熟,全国各地都有生产厂家,价格也越来越便宜,几万几十万的都有,符合各行各业的不同需求。今天要讲的就是怎样正确的调整数控等离子切割机电流、弧压、速度、钢板高度这些参数,合理的参数将会提高生产效率、切割质量,以及延长耗材使用寿命,终达到降低生产成本的目的。首先讲一下几个参数的定义:1、电流:等离子切割机的切割电流。2、弧压:切割过程中等离子正负极之间的电压。3、速度:割枪在切割过程中行走速度。4、定位高度:切割开始前割枪停止在那与钢板之间的距离。5、穿孔高度: 穿孔瞬间割枪与钢板之间的距离。6、切割高度:正常切割过程中割枪与钢板之间始终保持的距离。7、气压:切割用压缩空气的压力。

