
为了给您提供更全面的止水铜片-聚丙烯单丝纤维您身边的厂家产品信息,解锁止水铜片-聚丙烯单丝纤维您身边的厂家产品新体验,视频带你玩转每个细节!
以下是:止水铜片-聚丙烯单丝纤维您身边的厂家的图文介绍


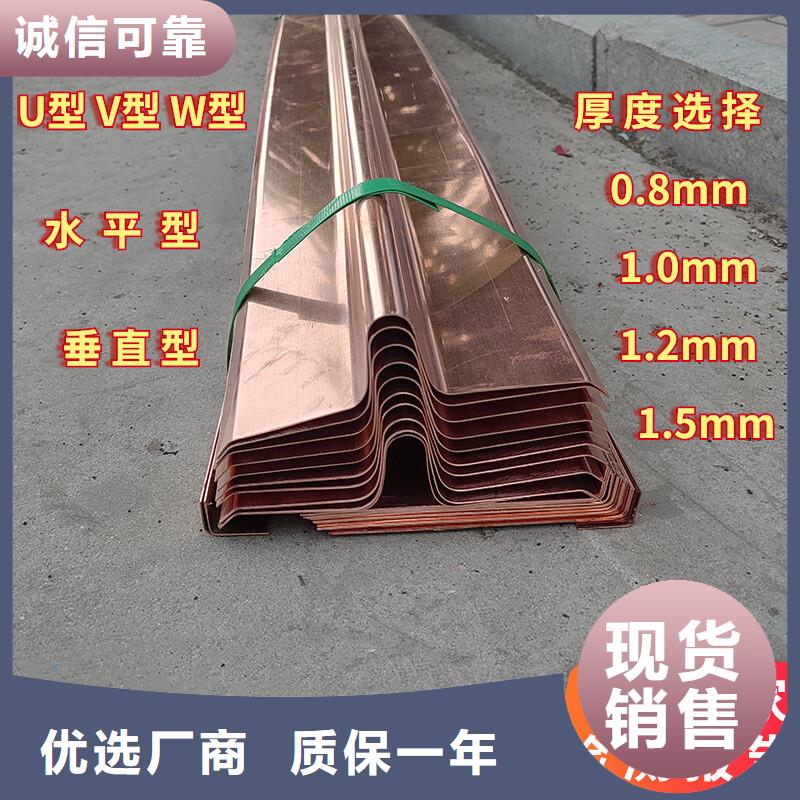
止水铜片一般设计生产、止水铜片加工止水铜板的工厂出售此类商品时,均可免费根据设计图纸成形,那么未成形的止水铜板是否有效呢? 未成形止水铜板在水工建筑止水中有效,只是较成形了的止水铜板在使用项目和使用效果存在一定的差异。未成形止水铜板主要用在项目宽度较小的地方,可以直接采用铜板边沿排水,阻止水进入铜板保护区域,如桥梁。而使用效果的差异,主要是因为成形止水铜板可根据铜鼻子形状安装,更加牢固,且不易产生位移。同时成形后的止水铜板因铜鼻子中填塞沥青麻绳或麻绳沥青,会有效的增加止水铜板的侧向承压能力。 地道止水带作为地道止水的重心,止水带的施工直接关系到整个地道的止水效果。在地道止水施工过程中,止水带的接头不得设在布局转角处,并尽可能不设接头。 止水带埋设方位精确,其中心空心圆环应与变形缝的中心线重合;止水带定位时,应使其在界面部位坚持平展,防止止水带翻滚、扭结,如发现有扭结不展表象应及时进行调正。在固定止水带和灌筑混凝土过程中应防止止水带偏移,防止单侧缩短,影响止水作用。可选用位钢筋仔细定位。止水带先施工一侧混凝土时,其端头模板应支撑结实,严防漏浆。 地道断面变化处或转角处的阴角应抹成半径不小于50mm的圆弧,以便止水带施工。止水带在地道断面变化处或转角处应做成弧形,橡胶止水带的转角半径不该小于200mm,钢片止水带不该小于300mm,且转角半径应随止水带的宽度增大而相应加大。 不得在止水带上穿孔打洞固定止水带。在固定止水带和灌筑混凝土过程中应注意维护止水带不被钉子、钢筋和石子等刺破。如发现有刺破、分裂表象,应及时修补。宜加强混凝土振捣操控,扫除止水带底部气泡和空地,使止水带和混凝土紧密结合,应注意防止振捣形成止水带偏位或破损。 止水带的长度应依据施工需求事先向生产厂家定制,尽量防止接头。如确应接头,应衔接结实,宜设置在距铺底面不小于300mm的边墙上。依据止水带原料和止水部位可选用不一样的接头办法。橡胶止水带的接头方式应选用搭接或复合接;塑料止水带的接头方式应选用搭接或对接。止水带的搭接宽度不该小于100mm,冷粘或焊接的缝宽不该小于50mm.铜;加入锡即成青铜。



南通金鸿耀工程材料有限公司是集 仿钢塑钢纤维生产加工经营于一体的大型企业,公司成立至今一直秉承以用户需求为核心,在专注市场开拓的同时,为客户提供产品与服务,用心的服务赢得了众多客户的信赖和好评,在周边地区逐渐树立起公司良好品牌。 公司将不断完善并研发产品质量的理念精神。年轻队伍,以实际行动为客户提供更好的服务,以精挑细琢的姿态为客户创造性价比产品。 公司愿景:万分的努力,只为能给客户赢得十分的满意!我们相信,通过我们的不断努力和追求,一定能够实现与您互利共赢!



止水铜片的焊接所用的电压、电流、焊速、弧高四者是焊接质量的决定性因素,四者选择恰当,才能有 适当的温度和良好的熔化,止水铜片才能保证止水铜板焊缝与封底的质量要求。 1.电压:焊1.5毫米厚的止水铜片,采用28-35伏。弯边高电压可较大,弯边低电压可较小。 2.电流:采用140-190安培 3.焊速:以每分钟0.8-1米为适。 4.弧高:一般弧高8-10毫米,起焊在100毫米范围,收焊时,速度更快些,避免穿孔。 对紫铜止水带施焊时应以熔边的中心线作为焊接中心这样才嫩更好的熔化和封底。



jhy

止水铜片紫铜止水焊接,通常采用搭接焊的方式,止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。 采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。 但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。