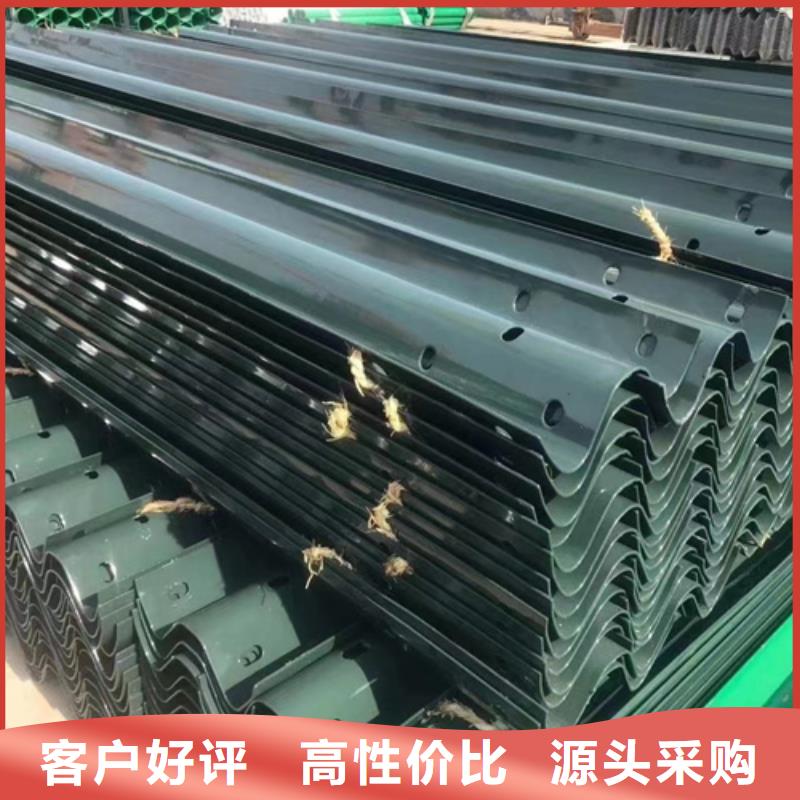



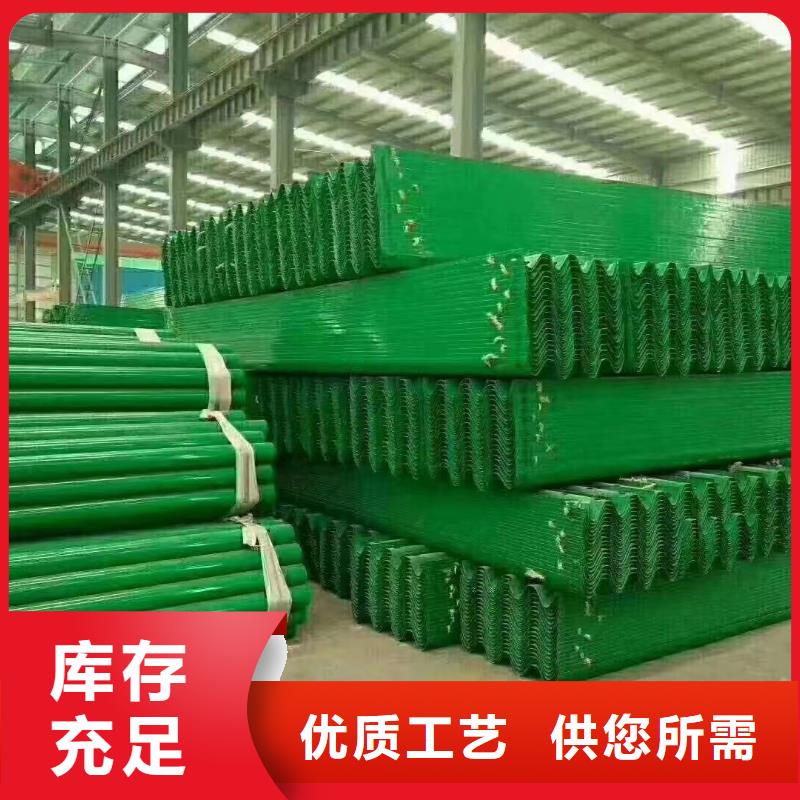
对于护栏【乡村安保防护栏厂家】工厂直销产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:护栏【乡村安保防护栏厂家】工厂直销的图文介绍
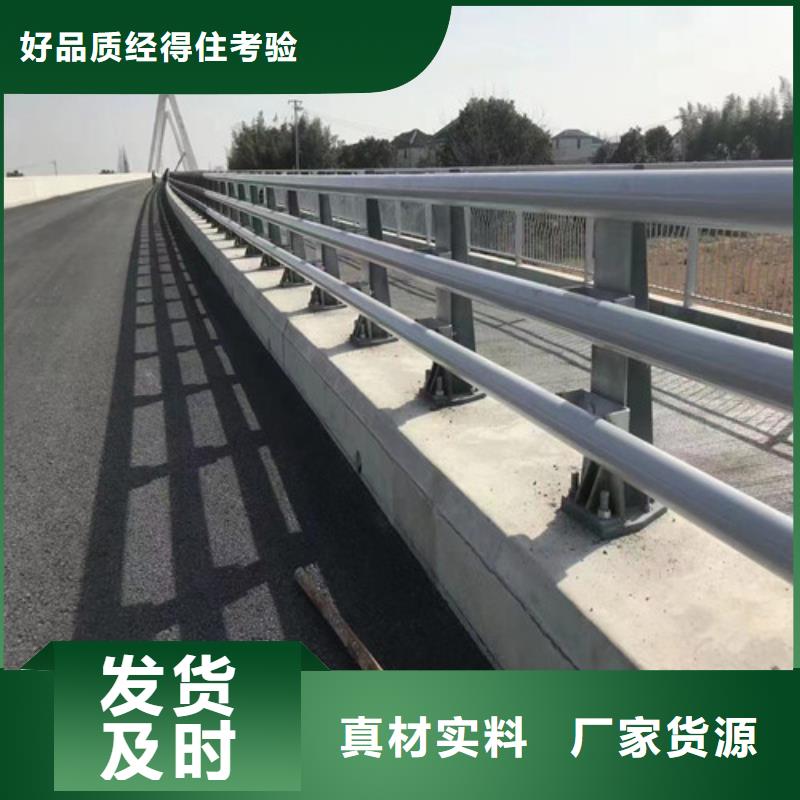
在一些具体道路施工现场,人员根据实地公路特点,加固场所,、而且也要做到美观大方,防腐耐用,确保日后的正常使用。施工当中的三大,小编带您共同了解下。建设,需要明确的施工图纸,先从路两侧的边沟向外定出中心线,保证公路用地范围的准确性,然后再在中心线上定出立柱位置,并在每个桩位上定出标志。 只有明确、图纸分析,那么才能后续进度的开展。场地后,立柱、支架,要在公路两侧挖坑,深度在平面尺寸深度以下,不要过于浅,片用立柱连接起来(连接螺栓不能拧紧)。连接完后,按照每个基坑的位置竖立起来。 确保支架的牢靠性。防腐后一点,使用的重要一方面,要保证长期,就必须解决好防腐,通过些简单的涂抹、喷涂,保证能产品,在使用过程中,也要注意日常保养,确保能产品。总的来讲,产品,不仅、便捷,产品,就需从基础地形、材质特点,安装工艺等方面着手,防腐,遇到问题时,及时找人员解决,那么日后便可长久、的使用下去。 高速公路护栏的小:每当夜幕降临,汽车的灯光打开照向前方,前面两旁的公路护栏就像点亮了无数盏路灯,它们均匀地排列着,就像一串串耀眼的明珠,把整条大路照得明晃晃的。不难解释:这是由于光的反射形成的,这样可以性。



焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



广顺交通设施(黔南市分公司)自成立以来,坚持以守诚、便捷、资源整合、促进行业为理念,坚守主业、专注副业,深挖 两波波形护栏板上下游产业结构,以行业领军为愿景,为 两波波形护栏板行业的发展为使命,狠抓管理、认真学习、专业培训,打造出一支专业化团队,成为了行业的新星。



内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。


