





不容错过的无缝钢管镀锌方管生产加工视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
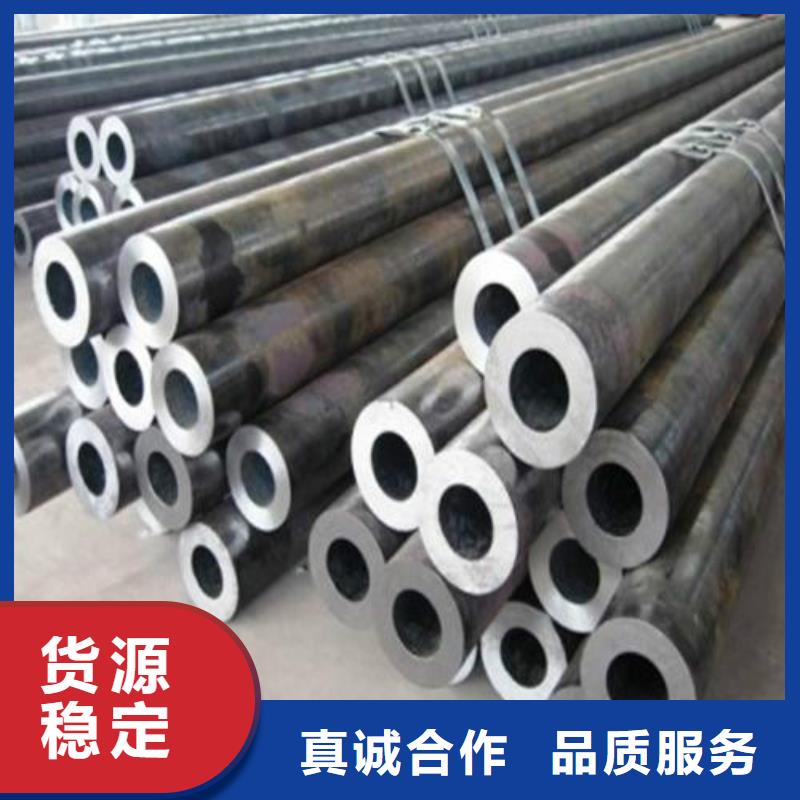
以下是:无缝钢管镀锌方管生产加工的图文介绍
创业以来的 精轧螺纹钢以卓越的性价比和优良的服务,让客户采购安心,使用放心,公司将一如既往;竭诚以优质的产品、优良的服务,与国内外各行业的客商紧密合作,共图发展我们也热诚欢迎客户来万弗莱钢有限公司(临沧分公司)司考察,参观及技术交流!



GB13296-2007(锅炉、热交换器用不锈钢无缝钢管)。主要用于化工企业的锅炉、过热器、热交换器、冷凝器、催化管等。用的耐高温、高压、耐腐蚀的钢管。其代表材质为0Cr18Ni9、1Cr18Ni9Ti、0Cr18Ni12Mo2Ti等。
GB/T14975-2002(结构用不锈钢无缝钢管)。主要用于一般结构(宾馆、饭店装饰)和化工企业机械结构用的耐大气、酸腐蚀并具有一定强度的钢管。其代表材质为0-3Cr13、0Cr18Ni9、1Cr18Ni9Ti、0Cr18Ni12Mo2Ti等。
GB/T14976-2002(流体输送用不锈钢无缝钢管)。主要用于输送腐蚀性介质的管道。代表材质为0Cr13、0Cr18Ni9、1Cr18Ni9Ti、0Cr17Ni12Mo2、0Cr18Ni12Mo2Ti等。
YB/T5035-1993(汽车半轴套管用无缝钢管)。主要用于制作汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。其代表材质为45、45Mn2、40Cr、20CrNi3A等。
API SPEC5CT-1999(套管和油管规范),是美国石油学会(American Petreleum Instiute 简称"API")编制并发布的在世界各地通用。其中: 套管:由地表面伸进钻井内,作为井壁衬的管子,其管子之间通过接箍连接。主要材质为J55、N80、P110等钢级,以及抗硫化氢腐蚀的C90、T95等钢级。其低钢级(J55、N80)可为焊接钢管。油管:由地表面插入套管内直至油层的管子,其管子之间通过接箍或整体连接。其作用于是抽油机将油层石油经油管输送到地面。主要材质为J55、N80、P110、以及抗硫化氢腐蚀的C90、T95等钢级。其低钢级(J55、N80)可为焊接钢管。
GB/T14975-2002(结构用不锈钢无缝钢管)。主要用于一般结构(宾馆、饭店装饰)和化工企业机械结构用的耐大气、酸腐蚀并具有一定强度的钢管。其代表材质为0-3Cr13、0Cr18Ni9、1Cr18Ni9Ti、0Cr18Ni12Mo2Ti等。
GB/T14976-2002(流体输送用不锈钢无缝钢管)。主要用于输送腐蚀性介质的管道。代表材质为0Cr13、0Cr18Ni9、1Cr18Ni9Ti、0Cr17Ni12Mo2、0Cr18Ni12Mo2Ti等。
YB/T5035-1993(汽车半轴套管用无缝钢管)。主要用于制作汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。其代表材质为45、45Mn2、40Cr、20CrNi3A等。
API SPEC5CT-1999(套管和油管规范),是美国石油学会(American Petreleum Instiute 简称"API")编制并发布的在世界各地通用。其中: 套管:由地表面伸进钻井内,作为井壁衬的管子,其管子之间通过接箍连接。主要材质为J55、N80、P110等钢级,以及抗硫化氢腐蚀的C90、T95等钢级。其低钢级(J55、N80)可为焊接钢管。油管:由地表面插入套管内直至油层的管子,其管子之间通过接箍或整体连接。其作用于是抽油机将油层石油经油管输送到地面。主要材质为J55、N80、P110、以及抗硫化氢腐蚀的C90、T95等钢级。其低钢级(J55、N80)可为焊接钢管。



企业宗旨:为企业提供有“力”的服务,精“准”的 精轧螺纹钢产品,专注 精轧螺纹钢生产销售。
企业愿景:助力于中国 精轧螺纹钢行业的发展,成为 精轧螺纹钢业的优选品牌。
经营理念:与客户共赢,与员工共享;生产高品质 精轧螺纹钢产品,提供优质服务。




不锈钢管规格及外观质量:
A、按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
B、热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、无缝管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
E、无缝管两端应切成直角,并毛刺。不锈钢无缝管的制造工艺:
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。
A、按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
B、热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、无缝管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全掉(供机械加工用管除外),后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
E、无缝管两端应切成直角,并毛刺。不锈钢无缝管的制造工艺:
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。


钢管两端应切成直角,并毛刺。不锈钢无缝管的制造工艺:
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
无缝管厂轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由无缝管厂定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
无缝管厂轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由无缝管厂定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。



