


无论您是初次接触还是已经熟悉,我们的60*16无缝钢管订制产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:60*16无缝钢管订制的图文介绍


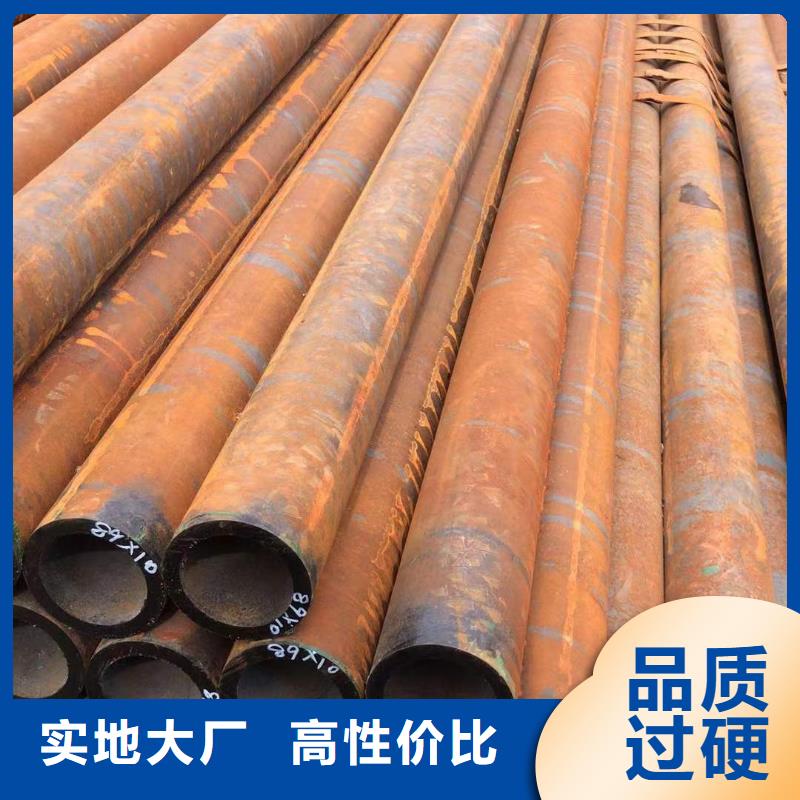
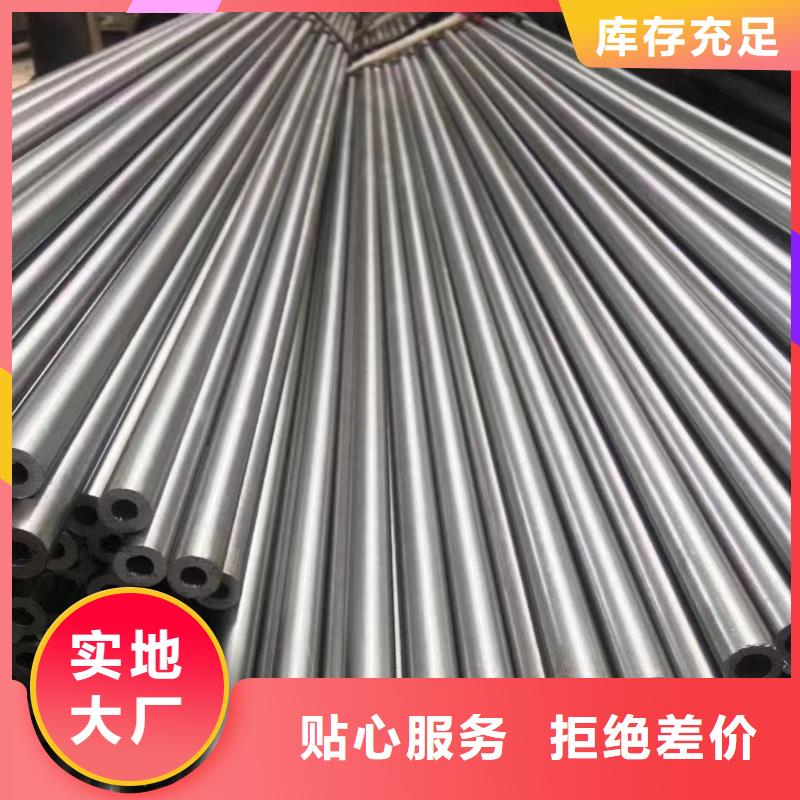
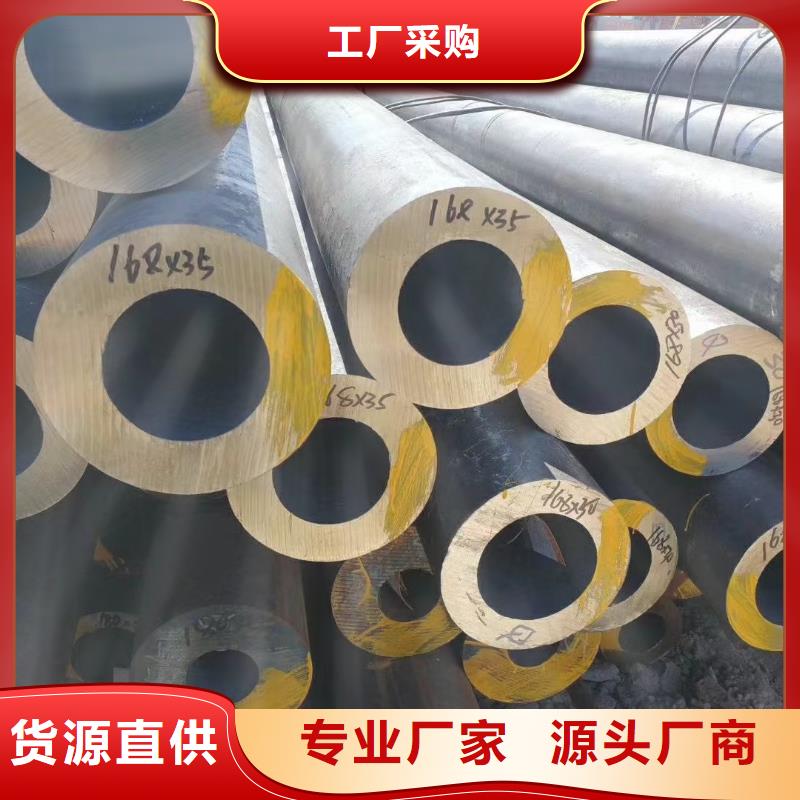
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、附近进行规格编排后放置到到仓库当中。圆管坯→加热→穿孔→三辊斜轧、附近连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、附近冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。



热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。工艺流程卫生级镜面管工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装厚壁工业管工艺流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验


建顺金属制品有限公司(南阳分公司)主要生产: 不锈钢表冷器产品,拥有完整、科学的质量管理体系。公司始终坚持“质量为本 打造诚信企业”的经营理念,公司的诚信和 不锈钢表冷器产品质量获得广大客户的认可。欢迎各界朋友莅临参观、指导和业务洽谈。 我们以“顾客为先、质量为重、不断改进、完善服务”为方针,训练有素的制作员工队伍,热情周到、方便及时的售前、售后服务,使我们赢得越来越多的客户和市场,也使得我们有信心与贵公司携手并进,开创未来。不断追求、推陈出新、坚持做好 不锈钢表冷器产品坚持质量,为客户做一些实实在在的事情,竭诚欢迎各界朋友来我厂考察指导!




无缝钢管质量要求①钢的化学成分:钢的化学成分是影响无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。a. 合金元素:有意加入,根据用途b. 残余元素:炼钢带入,适当控制c. 有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。②钢管几何尺寸精度和外形a. 钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。外径允许偏差 δ=(D-Di)/Di ×100% D: 或小外径mmDi:名义外径mmb. 钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关壁厚允许偏差: ρ=(S-Si)/Si×100% S:横截面上 或小壁厚Si:名义壁厚mm


无缝钢管是由整支圆钢穿孔而成的,表面上没有焊缝的钢管,称之为无缝钢管。根据生产方法,无缝钢管可分热轧无缝钢管、本地冷轧无缝钢管、本地冷拔无缝钢管、本地挤压无缝钢管、本地顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、本地椭圆形、本地三角形、本地六角形、本地瓜子形、本地星形、本地 带翅管多种复杂形状。 直径达900mm,小直径为 4mm。根据用途不同, 有厚壁无缝钢管和薄壁无缝钢管。无缝钢管主要用做石油地质钻探管、本地石油化工用的裂化管、本地锅 炉管、本地轴承管以及汽车、本地拖拉机、本地航空用高精度结构钢管。



