

想要直观了解PE燃气管,MPP长距离顶管厂家新品产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:PE燃气管,MPP长距离顶管厂家新品的图文介绍

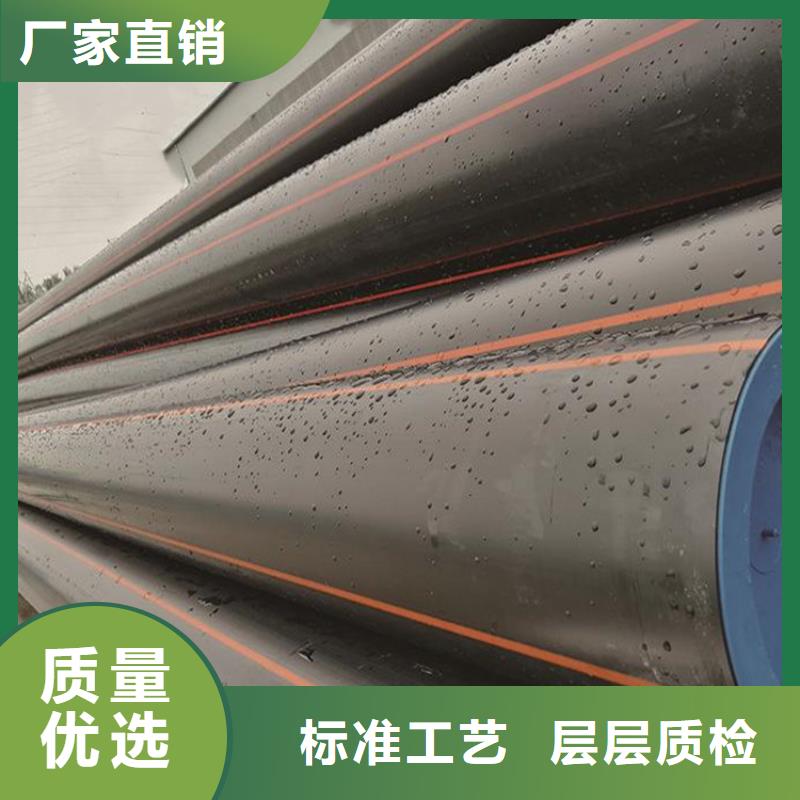
PE燃气管电熔连接的操作步骤:1、焊接前需先测量并标记管材插入深度,并刮除要焊接的区域的氧化层;2、清洁管材与管件表面,确保表面干净和干燥,且没油污;3、将管材连接端插入接口至管材的标记深度处。4、PE燃气管取出电熔管件并使电极接头朝上,把管材固定到机架上,校直管件并保证在同一轴线上。5、根据电熔机上的标识说明设定电熔机的连接参数或直接扫描条形码输入连接参数;6、完全确认后,按启动键接通电极插头,开始熔接至规定时间;7、PE燃气管电熔完成后,需要冷却到规定时间才能断开电极插头,再进行下一个连接。

HDPE管材的应用范围十分广泛,按照使用领域划分,可以分为水务领域、燃气领域等。水务领域一般使用HDPE给水管材,燃气领域一般使用HDPE燃气管材。给水管和燃气管在外观上看区别不是很大,但是还是有细微的差别,下面就跟着润星电力一起来看看吧!PE给水管的标准为GB/T13663-2000;PE燃气管标准为GB 15558.1-2003(老标准)、GB 15558.1-2015,其中,PE给水管的生产标准为标准,而PE燃气管材的生产时强制性标准,两者有着本质的区别。


PE燃气管热熔连接:热熔连接前后,连接工具加热板的两个加热面上的污物应用洁净纱布擦净,以防影响热效率和接头质量。连接时的加热时间、加热温度、保压压力、冷却时间应符合管材、管件生产厂家的规定,保压冷却期间不得移动和施加外力,否则会使还没有达到***大耐压强度的接头不能形成均匀的凸缘,影响接头均匀受压。对接两端要销铣,使两端面的垂直接合良好,保证不错边。否则接触面积减少,强度减弱。PE燃气管电熔连接:电熔连接时应保证电熔工具连接正确,通电电流、通电时间的设置应符合电熔配件要求。电熔承插面要求洁净,销铣两端面垂直接合要好,用刀刮除电熔面的氧化层,并使电熔面打毛,增加接触面。管道插入前要标志好插入长度位置,保证足够长度,保证电熔连接面积,增强连接接头的质量。



梁平润星电力管材有限公司把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 MPP穿越顶管原料开始,实行层层把关制, MPP穿越顶管产品质量多年稳定提高,不断改进。梁平润星电力管材有限公司以满足贵公司的需求为宗旨,不仅为您提供高品质的 MPP穿越顶管产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。



