
文字描述虽好,但视频更能直观展示不锈钢天沟结构管源头厂家直销产品的每一处细节。
以下是:不锈钢天沟结构管源头厂家直销的图文介绍

台州恒永兴金属材料销售有限公司位于台州经济区,注册资金300万元,成立于2011年,以雄厚的技术实力为基础,专注精耕于 方钢,并集研发、销售、服务为一体高新技术企业。 经过团队多年辛勤耕耘,积j i加入了台州 方钢行业协会,成为 方钢会员单位,并通过了ISO9001:2008质量体系认证。



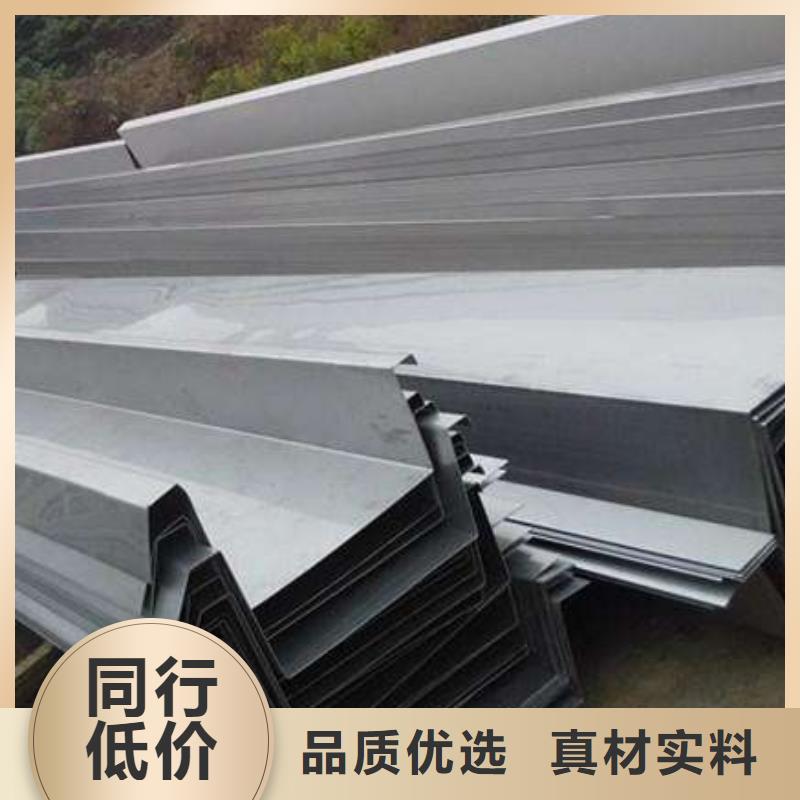
不锈钢天沟在生产的过程中,一定要控制好层间温度,这样不锈钢天沟的生产才不会出现问题,那么层间温度对于不锈钢天沟有着什么影响呢?对于层间温度的控制范围,国外方面,Y. C. Lin[28]认为如果没有特殊说明,层间温度的下限应该与预热温度的下限相等。EN 14163-2001《石油和天然气工业—不锈钢天沟道运输系统—不锈钢天沟道的焊接》中规定层间温度上限为试验时的 值。国内方面,薛振奎的观点[29]是层间温度最小值应超过预热温度最小值,但不锈钢天沟道环焊缝焊接采用多种焊接工艺,因此层间温度最小值可以低于预热温度最小值,层间温度下限值具体多少应通过试验结果来确定。SY/T 4125-2013标准规定了常用不锈钢天沟推荐的道间温度取值范围。由此可见国内外对于多道焊层间温度的控制范围没有一致的说法。
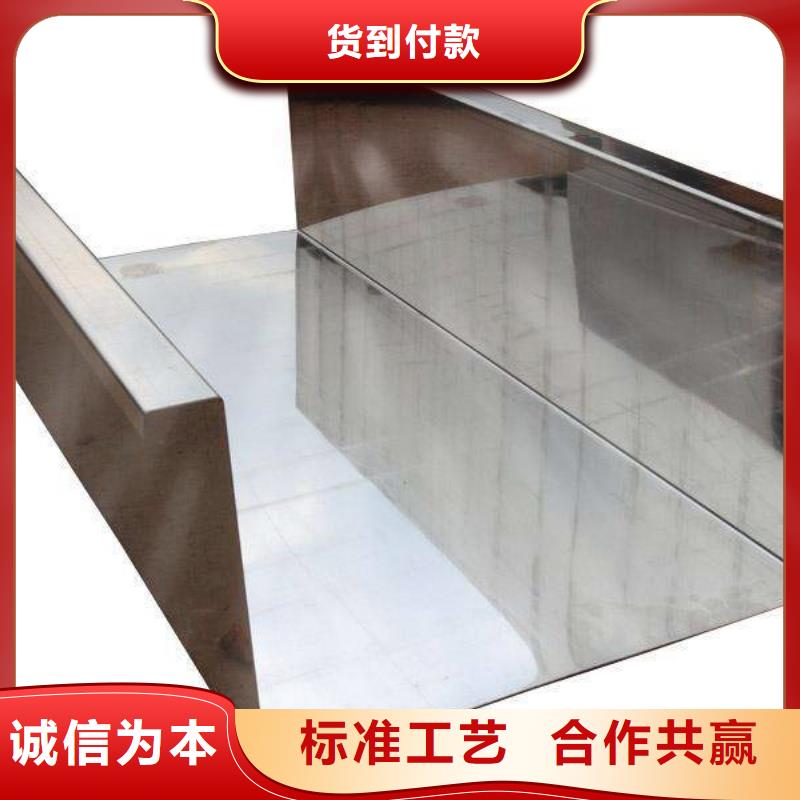
不锈钢天沟在使用的过程中,它是会出现氧化皮的,那么导致这种现象的原因是什么呢?下面一起来看看不锈钢天沟出现氧化皮的原因。应判明精密管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是精密管本身的故障?另外,还需检查清楚精密管各种条件是否符合正常运行的要求。其次是根据精密管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。一般我们使用的精密管都比较细,这就导致产生的气孔都在管材的表面,很难看。我们可以加大管材的厚度和直径,从而降低气孔的附着点,不会出现在表面。精密管管材表面出现麻点、气孔,与管材自身的缺陷也有一定关系,我们应该尽量避免管材自身带来的问题,尽量对管材进一步加工处理,减少气孔、麻点等缺陷的产生,提高管材的生产效率和质量。为避免盲目性,要根据系统基本原理,进行综合分析、逻辑判断,找出精密管故障部位。由于精密管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是关键的;而且具备一定检测手段,也能对精密管故障做出准确的定量分析。
不锈钢天沟在使用的过程中,它是会出现氧化皮的,那么导致这种现象的原因是什么呢?下面一起来看看不锈钢天沟出现氧化皮的原因。应判明精密管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是精密管本身的故障?另外,还需检查清楚精密管各种条件是否符合正常运行的要求。其次是根据精密管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。一般我们使用的精密管都比较细,这就导致产生的气孔都在管材的表面,很难看。我们可以加大管材的厚度和直径,从而降低气孔的附着点,不会出现在表面。精密管管材表面出现麻点、气孔,与管材自身的缺陷也有一定关系,我们应该尽量避免管材自身带来的问题,尽量对管材进一步加工处理,减少气孔、麻点等缺陷的产生,提高管材的生产效率和质量。为避免盲目性,要根据系统基本原理,进行综合分析、逻辑判断,找出精密管故障部位。由于精密管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是关键的;而且具备一定检测手段,也能对精密管故障做出准确的定量分析。



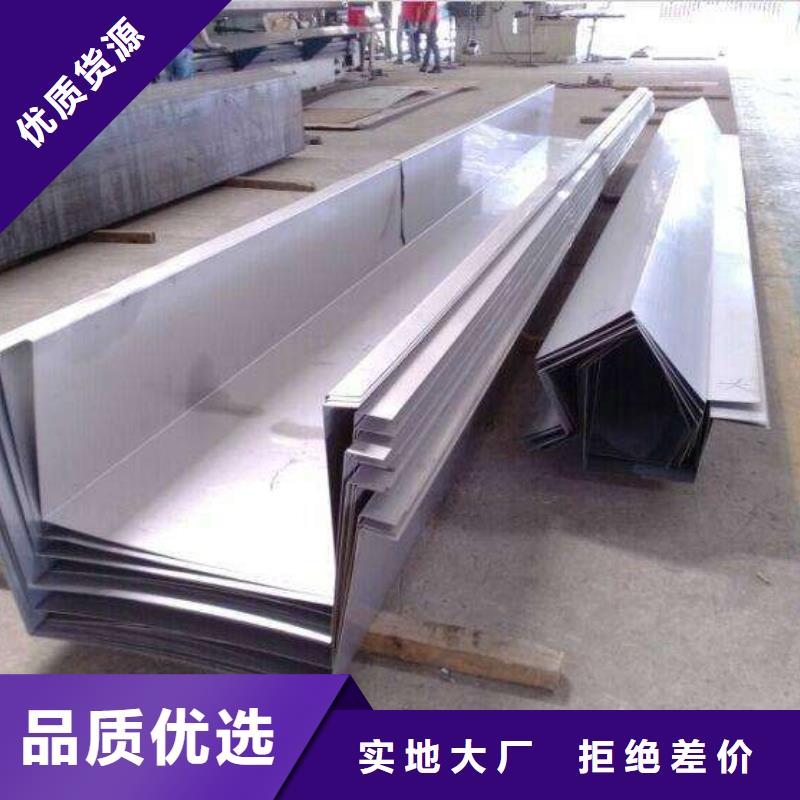
不锈钢天沟在切割的时候,我们需要注意到很多要点,这可以让不锈钢天沟的切割更加顺利的进行,那么到底需要注意什么呢?1.要切断的地方,请用抹布或柔软的布类将表面的油、杂物或泥土完全擦拭干净。2.务必选择不锈钢切断专用。3.切断的位置,要配合施工图及现场的状况,用米尺或其它测定工具,画出确定位置并标示切断线。4.切断时,请用虎头钳等固定器具,确实固定后再行切割。5.精密钢管厂的切断面应保持真圆,切断线应与轴心成直角。用力过猛是导致将切成扁平或椭圆的原因,故应以适当的力量切。6.切断面的铁屑、毛边应用锉刀或适当工具完全清除,以防铁屑、毛边在插入接头另件时刮伤橡胶o型密封圈及其它附属品。钢管由于其成本低廉,强度高,在现代社会流体输送中得到广泛应用。钢管按其生产工艺,分为无缝钢管和焊管两大类,其中焊管又分为高频直缝焊管(HFW),螺旋焊管(SSAW),埋弧焊管(UOE)等。过去,流体管传统上都是使用无缝钢管,随着材料科学,成型工艺,机组装备的发展进步,焊管得到了极大的发展。焊管具有比无缝管壁厚均匀性好,精度高,耗能少,生产效率高的优点,要求很高的石油天然气输送管(API标准),过去几乎百分之百使用无缝管,今天在美国、日本、欧洲发达 里,95%以上都已经被焊管取代。
不锈钢天沟在制作的过程中,它是需要经过渗碳处理的,那么具体应该如何操作呢?下面就跟着小编具体来了解下吧。1.不锈钢天沟淬火后没有回火之前,硬度大于HRC55( 可达HRC62)为合格。实际应用的 硬度为HRC55(高频淬火HRC58)。2.不锈钢天沟不要采用渗碳淬火的热处理工艺。调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。但表面硬度较低,不耐磨。可用调质+表面淬火提高零件表面硬度。渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。
不锈钢天沟在制作的过程中,它是需要经过渗碳处理的,那么具体应该如何操作呢?下面就跟着小编具体来了解下吧。1.不锈钢天沟淬火后没有回火之前,硬度大于HRC55( 可达HRC62)为合格。实际应用的 硬度为HRC55(高频淬火HRC58)。2.不锈钢天沟不要采用渗碳淬火的热处理工艺。调质处理后零件具有良好的综合机械性能,广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。但表面硬度较低,不耐磨。可用调质+表面淬火提高零件表面硬度。渗碳处理一般用于表面耐磨、芯部耐冲击的重载零件,其耐磨性比调质+表面淬火高。其表面含碳量0.8--1.2%,芯部一般在0.1--0.25%(特殊情况下采用0.35%)。经热处理后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。


